

想要了解镀锌钢管种植基地产品的魅力?视频为你揭晓答案!
以下是:镀锌钢管种植基地的图文介绍


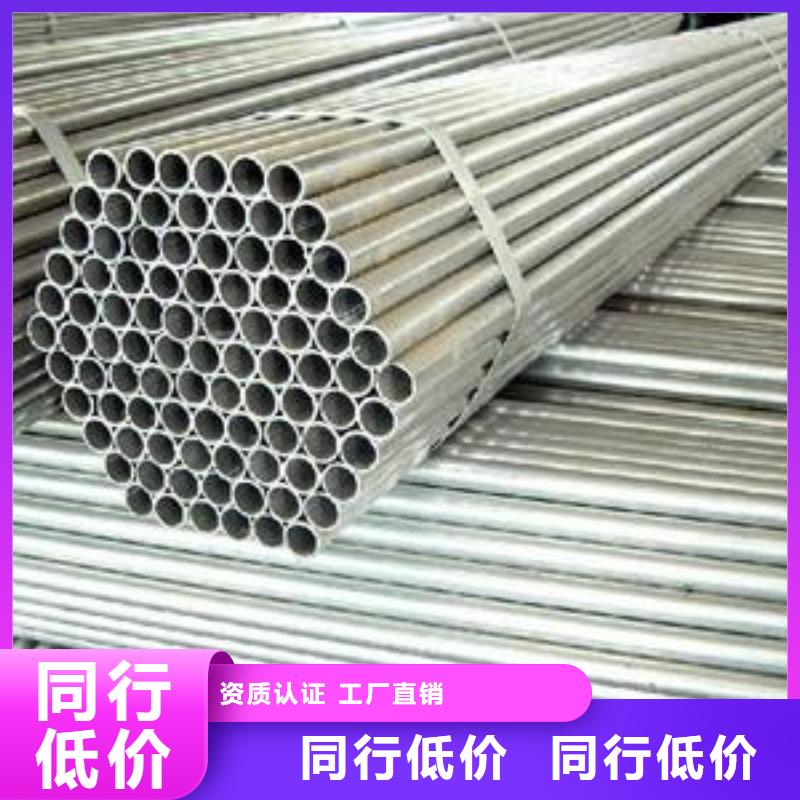
热镀锌钢管热镀锌钢管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合.热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中.热镀锌具有镀层均匀,附着力强,使用寿命长等优点.
冷镀锌钢管与热镀锌钢管的区别
首先工艺区别:冷镀锌也叫电镀锌,是利用电解设备将工件经过除油,酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移热镀锌是将工件除油,酸洗,浸药,烘干后浸入溶化的锌液里一定时间,提出来即可.
外观的区别:电镀锌外表比较光滑,明亮,采用彩色钝化工艺的电镀层也黄绿色为主色,呈七彩.采用白色钝化工艺的电镀层呈青白色或白色呈绿光,白色钝化工艺的镀层与阳光呈一定角度下略显七彩.在复杂工件的角棱部位容易产生"电烧"而成灰暗,该部位锌层较厚.在阴角部位易形成电流死角而产生欠电流灰暗区,该区域锌层较薄.动,就会在工件上沉积一层锌.
冷镀锌钢管与热镀锌钢管的区别
首先工艺区别:冷镀锌也叫电镀锌,是利用电解设备将工件经过除油,酸洗后放入成分为锌盐的溶液中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利用电流从正极向负极的定向移热镀锌是将工件除油,酸洗,浸药,烘干后浸入溶化的锌液里一定时间,提出来即可.
外观的区别:电镀锌外表比较光滑,明亮,采用彩色钝化工艺的电镀层也黄绿色为主色,呈七彩.采用白色钝化工艺的电镀层呈青白色或白色呈绿光,白色钝化工艺的镀层与阳光呈一定角度下略显七彩.在复杂工件的角棱部位容易产生"电烧"而成灰暗,该部位锌层较厚.在阴角部位易形成电流死角而产生欠电流灰暗区,该区域锌层较薄.动,就会在工件上沉积一层锌.



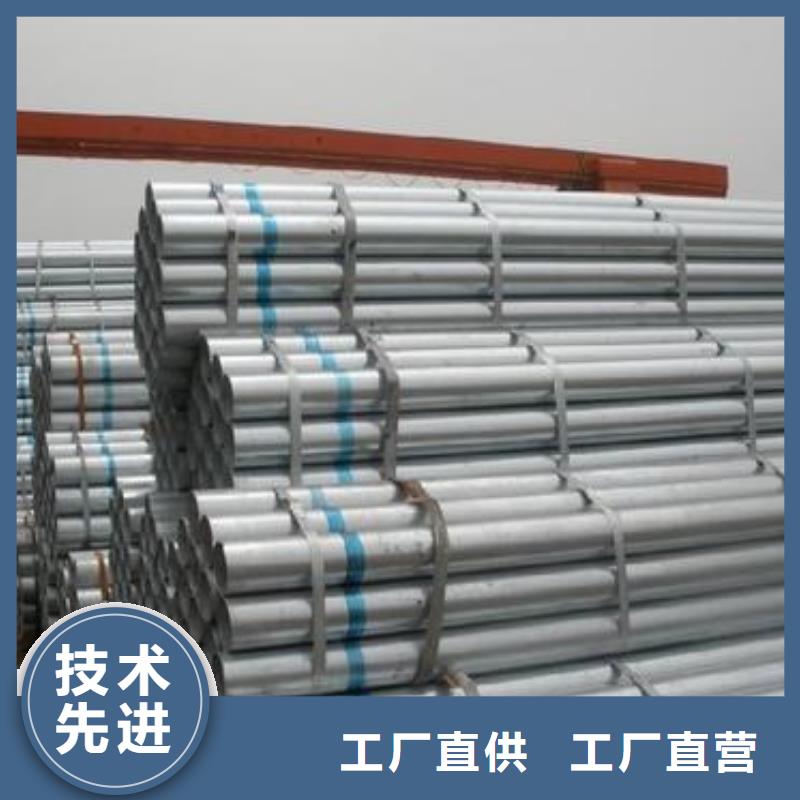
冷镀锌钢管的附着力要比热镀锌钢管的附着力差上很多,因为冷镀锌钢管的钢管基体和锌层之间是独立存在的,锌层非常的薄,而且还是简单的附在钢管基体上面,所以冷镀锌钢管很容易脱落。制造工艺区别:镀锌钢管和无缝钢管是钢管两种范畴,镀锌是指钢管表面进行了镀锌处理,有可能是焊接管,也可能是无缝管,无缝是指钢管的制造工艺,有焊接和无缝之分。镀锌管耐腐蚀些,无缝钢管能承受更高的压力。
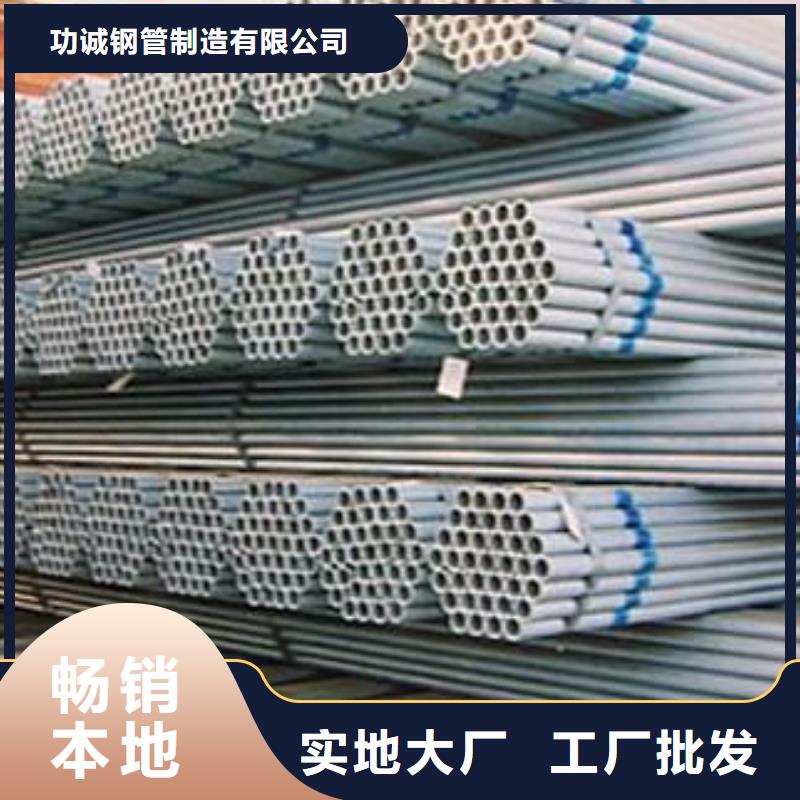
镀锌钢管由于有锌的保护,不容易生锈,镀锌钢管比无缝钢管轻,如果是用于阳台的话, 用镀锌光管,无缝钢管太用不太适合用于阳台,因为无缝钢管管壁厚,自然重量就重,而且无缝钢管的成本要比镀锌钢管的成本要高,还有镀锌钢管很耐用,使用年限要远远超过无缝钢管。如果质量过硬,使用二十多年应该不成问题,当然焊接和油漆也要做好,不让会影响镀锌钢管的使用年限。用途区别:镀锌钢管一般就是用来做栅栏、围栏、护栏、阳台护栏的。广泛使用于市政工程、道路、工厂、学校、开发区、园林、广场、小区等场所。制造工艺区别:镀锌钢管和无缝钢管是钢管两种范畴,镀锌是指钢管表面进行了镀锌处理,有可能是焊接管,也可能是无缝管,无缝是指钢管的制造工艺,有焊接和无缝之分。镀锌管耐腐蚀些,无缝钢管能承受更高的压力。
镀锌钢管由于有锌的保护,不容易生锈,镀锌钢管比无缝钢管轻,如果是用于阳台的话, 用镀锌光管,无缝钢管太用不太适合用于阳台,因为无缝钢管管壁厚,自然重量就重,而且无缝钢管的成本要比镀锌钢管的成本要高,还有镀锌钢管很耐用,使用年限要远远超过无缝钢管。如果质量过硬,使用二十多年应该不成问题,当然焊接和油漆也要做好,不让会影响镀锌钢管的使用年限。用途区别:镀锌钢管一般就是用来做栅栏、围栏、护栏、阳台护栏的。广泛使用于市政工程、道路、工厂、学校、开发区、园林、广场、小区等场所。制造工艺区别:镀锌钢管和无缝钢管是钢管两种范畴,镀锌是指钢管表面进行了镀锌处理,有可能是焊接管,也可能是无缝管,无缝是指钢管的制造工艺,有焊接和无缝之分。镀锌管耐腐蚀些,无缝钢管能承受更高的压力。


铁物资(自贡市分公司)基本对 镀锌钢管产品质量的高度自信,打破国内通行的销售及售后服务模式,率先采取统一定价的市场销售政策,改变国内 镀锌钢管行业常见的不透明价格体系,杜绝产品销售中的暗箱操作空间,完全依靠客户口碑及产品高性价比特性进行市场竞争;同时,公司在行业内率先承诺: 镀锌钢管产品实行售后30日内无理由退货!只要不满意,就可以退货,完全杜绝客户顾虑!





镀锌钢管连接方式:螺纹,焊接
滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。


