以下是:四川省自贡市珩磨管液压缸筒用心做品质的产品参数
以下是:四川省自贡市珩磨管液压缸筒用心做品质的图文视频
【九冶】为客户提供多样化产品,包括
沿滩研磨缸筒、
富顺珩磨管、
广安研磨缸筒、
泸州珩磨管等,适配多元场景需求。您是想要在四川省自贡市采购高质量的
珩磨管液压缸筒用心做品质产品吗?
九冶管业(自贡市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的珩磨管液压缸筒用心做品质产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:
高经理-【18762195566】,地址:《
开发区丁快工业园》。 四川省,自贡市 自贡市“因盐设市”,“自、贡”两个字是由“自流井”和“贡井”两个盐井名字合称而来;是中国重要的恐龙化石产地,被称为“恐龙之乡”,以拥有世界三大恐龙博物馆之一的自贡恐龙博物馆而闻名于海内外;食盐为百味之祖,植根于巴蜀文化,结胎于川菜系列,伴随着盐业经济的繁荣与发展而形成的自贡盐帮菜,成为有别于成渝两地“上河帮”、“下河帮”菜系的川南“小河帮”代表,是全国首批老工业城市产业转型升级示范区、新型工业化节能环保装备制造示范基地,曾获评“中国盐帮菜之乡”;有四川轻化工大学、四川卫生康复职业学院和自贡职业技术学院三所高校。截至2023年4月,自贡有自贡恐龙博物馆、仙市古镇等A级旅游景区18个(其中,4A级景区7个)。
想要探索珩磨管液压缸筒用心做品质的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
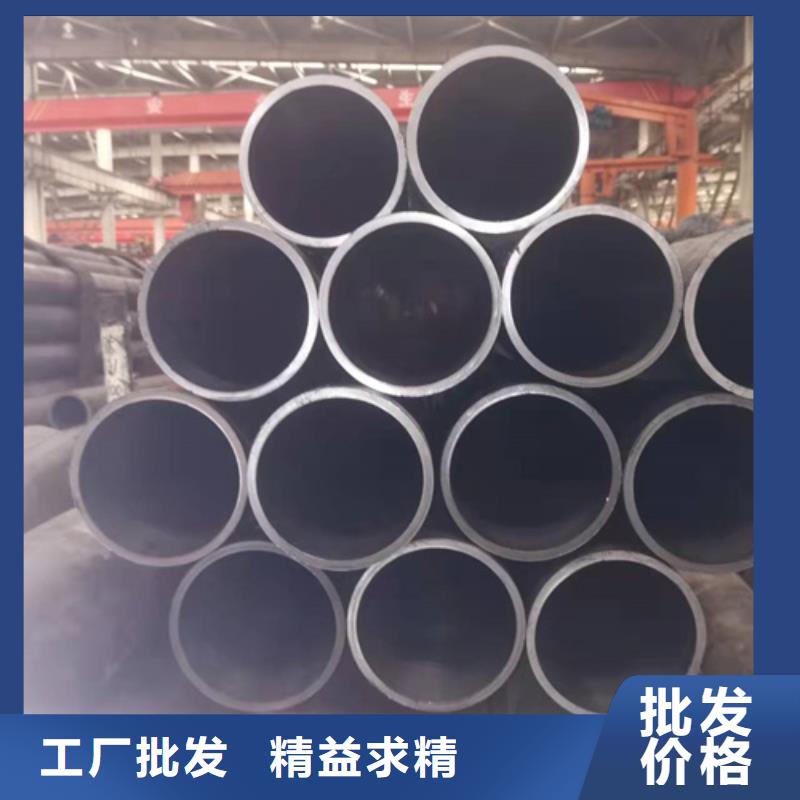
以下是:四川自贡珩磨管液压缸筒用心做品质的图文介绍
“客户信赖品牌 液压缸筒供货商”是我们企业追求的目标,我们也时刻以此来严格要求自己。九冶管业(自贡市分公司)期待在关键的时候为您提供为的现场解决方案以及完善的产品和服务。
企业目标:专业、诚信、产品供应商客户信赖的品牌供应商 经营理念:专业、诚信、值得信赖
服务宗旨:以合理的价格、完善的服务,提供高质量的 液压缸筒产品,以客户需求为导向,以提高客户生产效率及质量为目标,不断引进国外先进技术同产品,为客户带来更为的现场解决方案。


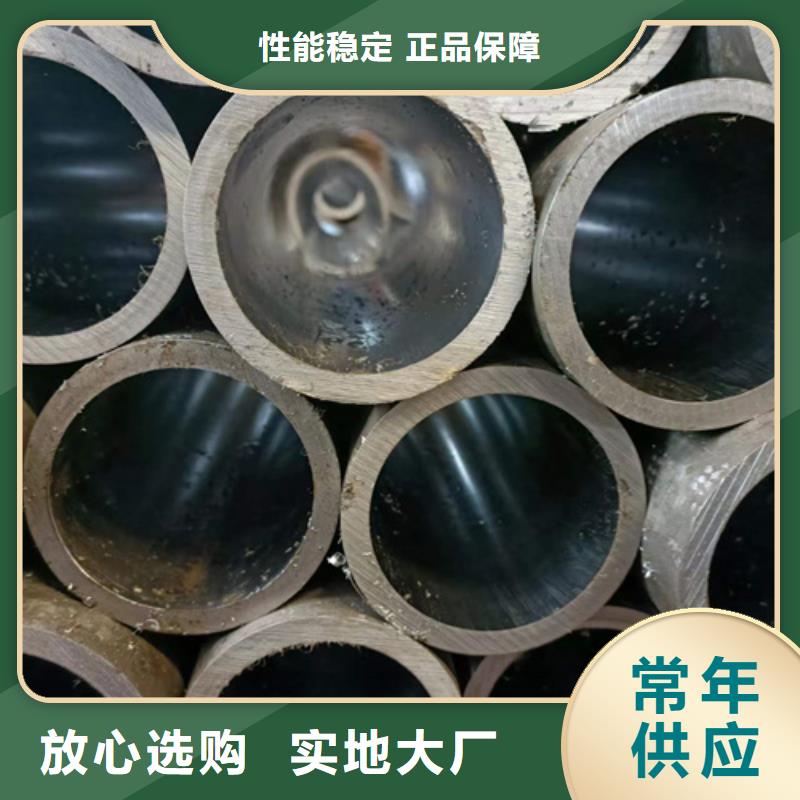
1.珩磨油缸管和油缸管,是一样的吗?珩磨油缸管和油缸管,虽然,这两个在名字上,相差了两个字,但是,它们是不一样的,严格来讲,它们之间,是为从属关系。因为,珩磨油缸管,其说明该油缸管是采用了珩磨工艺,所以,将其称之为珩磨油缸管,而油缸管的生产制造工艺,除了珩磨,还可以是为滚压。所以,珩磨油缸管,其是为油缸管的一个种类。2.油缸管,其采用珩磨工艺或者是滚压工艺,哪一个是比较好的?油缸管,如果其采用的是珩磨工艺的话,即为珩磨油缸管,不过,将其与滚压油缸管进行比较的话,那么,则是后者,即为滚压油缸管,要好一些,这是因为:油缸管进行滚压后,其表面硬度是要高于珩磨油缸管的,这样,可以来延长其使用寿命。并且,在加工时间上,可以大大缩短,在直线度上,可以大大提高。因此,油缸管采用滚压工艺,是要好于珩磨工艺的。3.珩磨油缸管,其是为无缝钢管吗?珩磨油缸管,其是为无缝钢管,所以在这个问题上,其回答为是,是肯定的,这是因为:珩磨油缸管,其是属于珩磨管的,而珩磨管,其是为经过珩磨加工的无缝钢管。因此,珩磨油缸管,其是为无缝钢管。



珩磨油缸管,其与珩磨气缸管,以及珩磨管一样,都是网站中的重要产品和主打关键词,所以,在其学习要求上,是必须要做到和细致,没有任何遗漏之处,这样,才能体现该产品的重要性。既然,将该产品的学习要求提出来了,那下面,不如来响应和执行吧,这样,大家也能从学习中有些收获和进步,从而,让自己从中受益。1.珩磨油缸管和油缸管,是一样的吗?珩磨油缸管和油缸管,虽然,这两个在名字上,相差了两个字,但是,它们是不一样的,严格来讲,它们之间,是为从属关系。因为,珩磨油缸管,其说明该油缸管是采用了珩磨工艺,所以,将其称之为珩磨油缸管,而油缸管的生产制造工艺,除了珩磨,还可以是为滚压。所以,珩磨油缸管,其是为油缸管的一个种类。



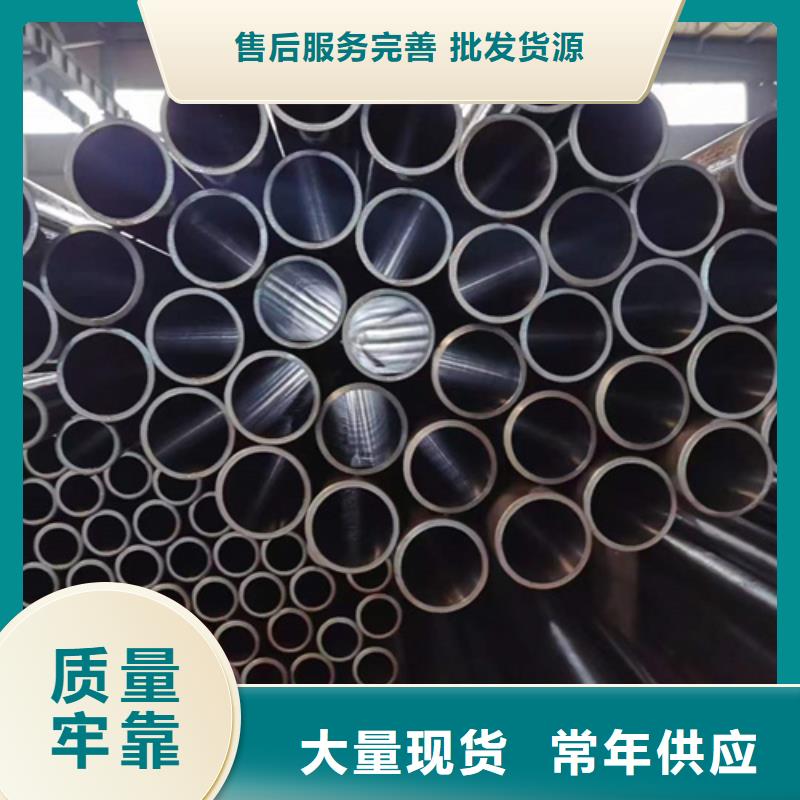
不管什么设备,珩磨管不管设备的质量有多好,都有使用时限,但是如果平时使用正确、维护好,可以有效延长使用寿命,液压油缸是液压系统中的一员,怎样延长液压油缸的使用寿命?液压油缸要防锈,因为液压油缸的活塞部分在工作状态中是要伸出油缸的,自然就会受到氧化物的、酸性气体的侵蚀,因此要采取一些措施进行防锈,以免重要部件受侵蚀而被损坏。还要开箱换油。因为长时间使用,难免会有异物进入液压油缸中,这样在使用中就会发生摩擦增大现象,另外,液压油也是有一定的使用寿命,长时间不换油会损坏或者侵蚀液压油缸内部。


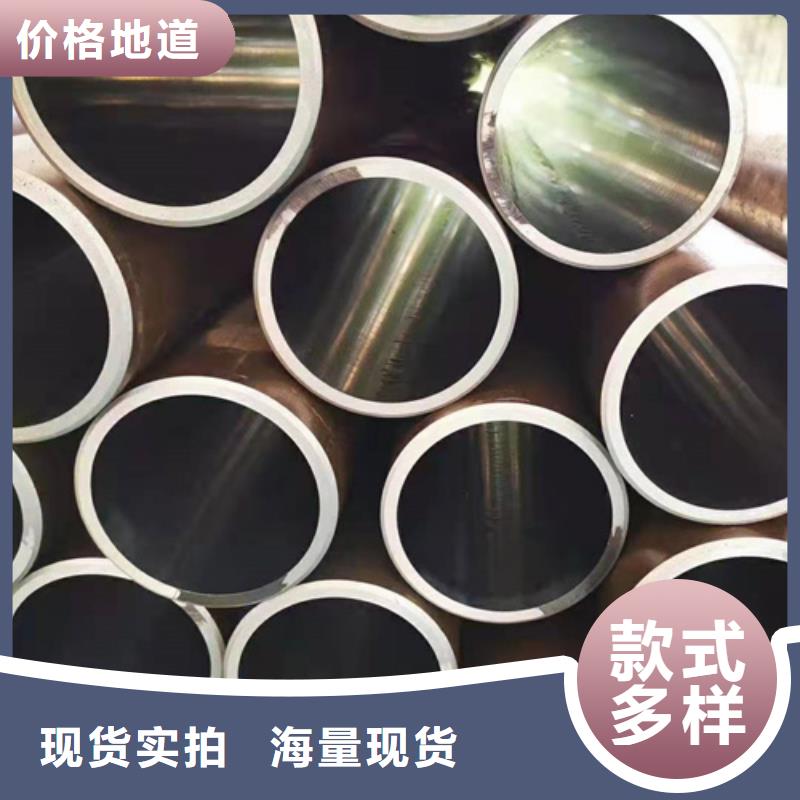
了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。



选购珩磨管液压缸筒用心做品质来四川省自贡市找九冶管业(自贡市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-【18762195566】,地址:[开发区丁快工业园]。