



我们的护栏-不锈钢复合管栏杆长期供应产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
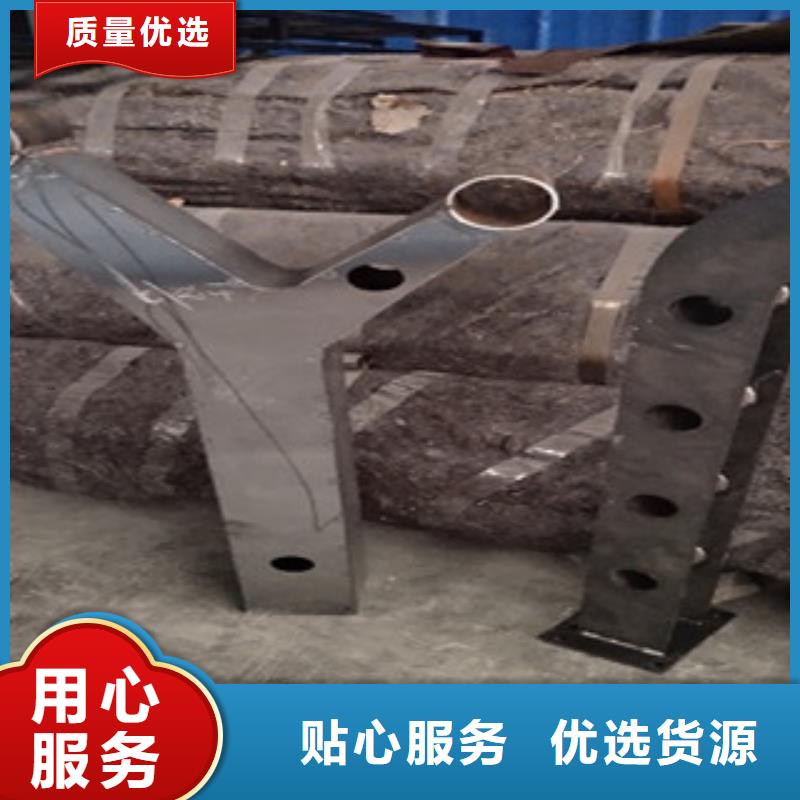
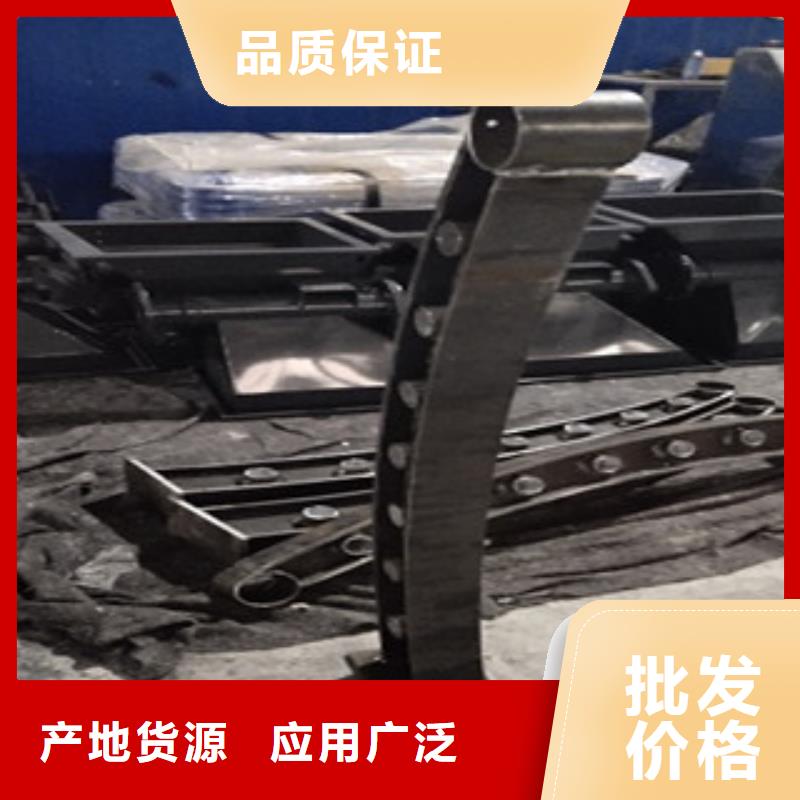
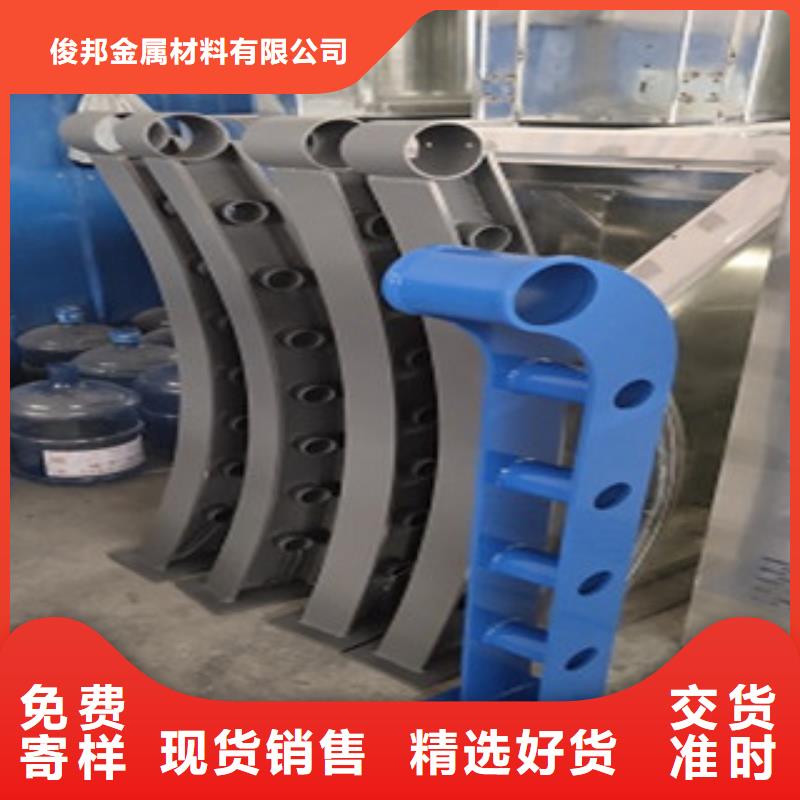
以下是:护栏-不锈钢复合管栏杆长期供应的图文介绍


用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。



俊邦金属材料(枣庄市分公司)始终秉承“一言九鼎,重如泰山的经营理念,以“求新、开拓、合作、共赢为企业价值观,以“忠诚、团结、自强、自律为员工价值观,志存高远、脚踏实地,为了成为技术过硬的 304不锈钢复合管制造商而砥砺奋进!



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。



304不锈钢复合管是耐热钢管,在400℃时的抗拉强度仍可抵达412MPa,高于普通钢材在常温下的抗拉强度,其耐高温眭能更是毫无疑问地远超PPR等塑料材质的管材。因此,内衬不锈钢复合钢管比普通的管材顺应各种温差变化大的运用环境,除可以用来保送自来水等低温流体外,还可用来保送热水、沸水和蒸气。 内衬不锈钢复合钢管中的外层钢管是采用按“GB/T3091-2001低压流体保送用焊接钢管”消费的焊接钢管、或按“GB/T8163-1999保送流体用无缝钢管”消费的无缝钢管、或按“SY/T5037-2000消费的螺旋缝埋弧焊钢管”消费的螺旋缝焊管。 复合管在什么条件下会生锈:不锈钢复合管外表有一层看不见的膜,假定管材外表被是容易生锈的!运用差,假定在比较恶劣的中运用,比如空气中盐分含量高,不锈钢复合管长时间到酸性,也会呈现生锈情况!外表经过拉丝或者打磨处置的管材,假定长时间在室外,经过日晒雨淋容易呈现生锈的情俊?不锈钢复合管生锈了如何处置。 寿命长:选用国产一级原生料制造,在-50~70摄氏度下不变形、不褪色、不老化、不开裂、不脱皮承德不锈钢站的承德不锈钢复合管厂家质优价廉等均属于不锈钢复合管厂家,未经不得、摘编或应用其它运用上述作品。 内衬不锈钢复合管其内层不锈钢仅3B8m,所以理论通径与规则通径基本相符。而且内壁光滑、不结垢、阻力小、流水量大。工作压力高。内衬不锈钢复合管能保证工作压力大于5mpa以上,可以满足各类建筑给水工程需求。不锈钢碳素钢复合管防锈耐腐蚀性好。
