




精心打磨的产品视频已准备就绪,它将带您深入【焊管无缝钢管厂现货销售】的魅力世界,让您重新发现产品的无限可能。
以下是:【焊管无缝钢管厂现货销售】的图文介绍


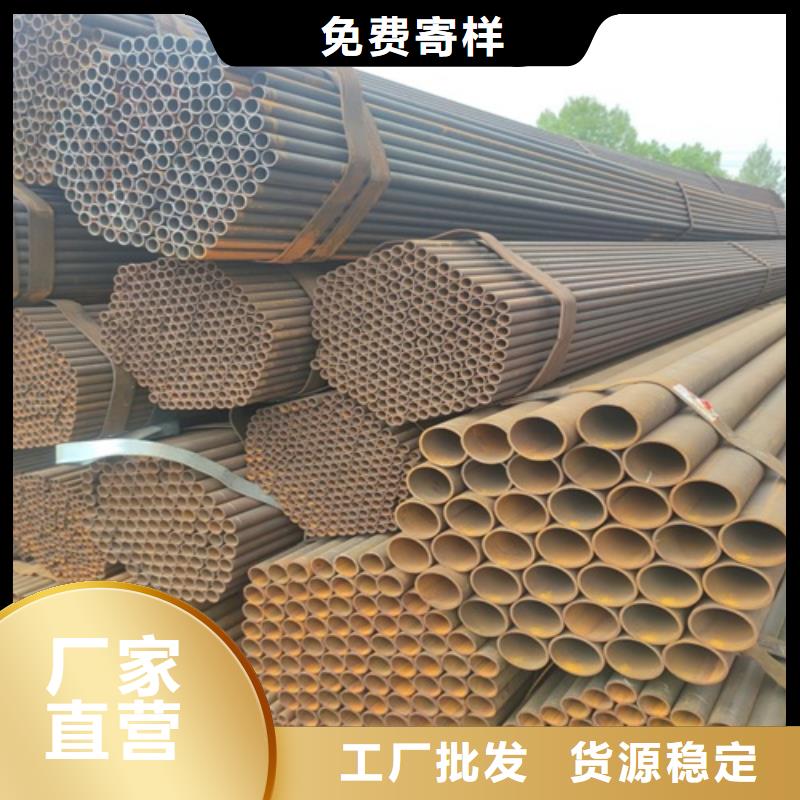
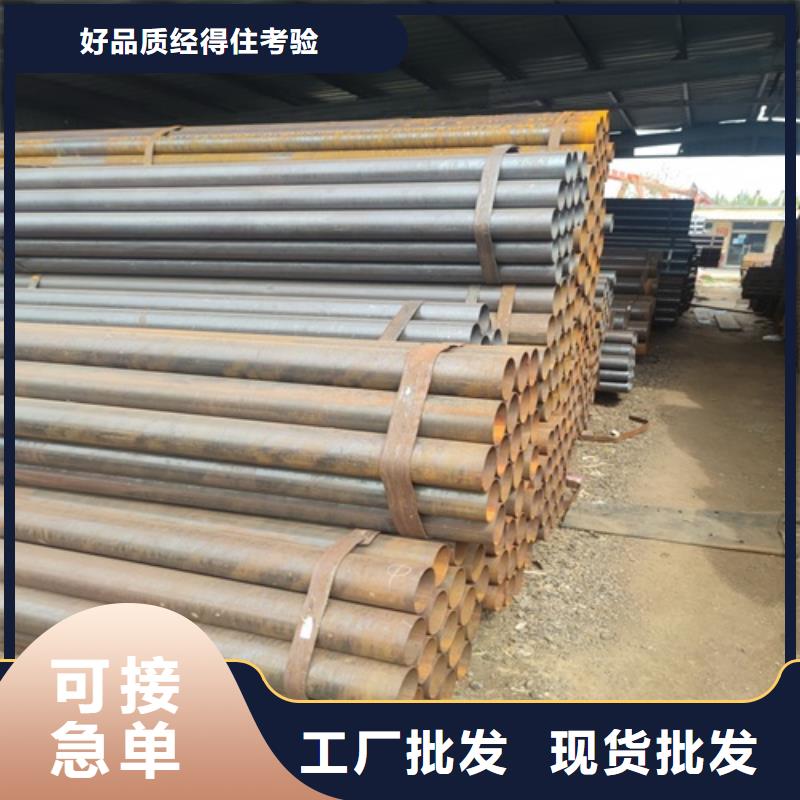
大口径焊管一般采用的是双面埋弧焊焊接工艺,根据其焊缝的不同可以分为大口径直缝焊管和大口径螺旋焊管,其中直缝钢管根据成型方式的不同可以分为又分为UOE、RBE、JCOE钢管等。大口径直缝焊管生产工艺简单,生产效率高,成本低,而大口径螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是生产效率相比与之缝钢管来说比较的低。大口径焊管主要应用于大型管道工程、输水输气工程、城市管网建设,市政工程,给水排水工程,大型建筑钢结构,桩基础等方面。大口径焊管的主要检测方法以探伤检测为主。采用机焊和人工焊相结合的方法。



鹏鑫钢铁(西藏分公司)自创建以来,秉承“人以诚为本、利以信为先 ”的核心理念和“薄利多销、互利共赢”的经营理念。为客户提供优质、的 焊管采购解决方案。在激烈的市场竞争中,树立了良好的公平、公正的企业形象,把握市场机遇,将公司做大做强。也得到了厂商、同行业及广大客户的一致好评和认可。 公司通过十余载的不懈努力,与多家大型 焊管厂建立了良好的合作伙伴关系,公司坚持以诚信广交朋友,以服务增进感情,真诚为广大客户创造价值,为广大客户提供优质可靠的 焊管产品和全心全意的服务。



Q345B焊管应从工艺因素上采取以下措施可防止夹渣: 1)采用低氢型碱性焊条。由于药皮含有大量的大理石和氟化钙,使熔渣颗粒比重较小。较大量的氟化钙会使熔渣稀释,流动性得到改善,熔渣的表面张力较大,易于聚结。 2)保证Q345B焊管装配质量。坡口角度与钝边大小应合理选择,并尽量敲到装配间隙均匀。注意清理好坡口处的氧化皮等脏物。 3)正确选择合适的Q345B焊管焊接工艺规范,如电流过小,熔池停留时间短促,熔渣的流动性不好来不及浮出就造成夹渣。电流过大又会使药皮发红脱落,造成大块夹渣。焊条不希望作大幅度的横向摆动。焊缝接头处的药皮应提前打好再接头,以避免接头夹渣。


焊接钢管熔点至少1400度(纯铁1560C), 和标准淬火温度860C相差太多,虽然气焊加热速度快,对防止过热甚至过烧有帮助,但工业标准是+100度(要淬透一定深度,需要保温一段时间)。 如果烧的温度太高,按照工业用途钢材质量已经降到必须回炉了。 焊管手工刀具的质量要求(自然包括热处理)如果不能高于工业标准,相差也不该太多。现代热处理技术有雄厚的理论基础和完善的检验方法,因此工艺技术标准真的很重要。DIY如果没有可靠的设备,也应该尽量根据工业标准选择适当的加热、保温、淬火方法,尽量减少和标准方法的误差。 从以上可以看出焊接钢管的熔点较高,在高温高压的状态下不容易融化,还可以耐腐蚀,抗压效果好!



