





想要深入了解【不锈钢管】角钢厂家值得买产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:西藏【不锈钢管】角钢厂家值得买的图文介绍

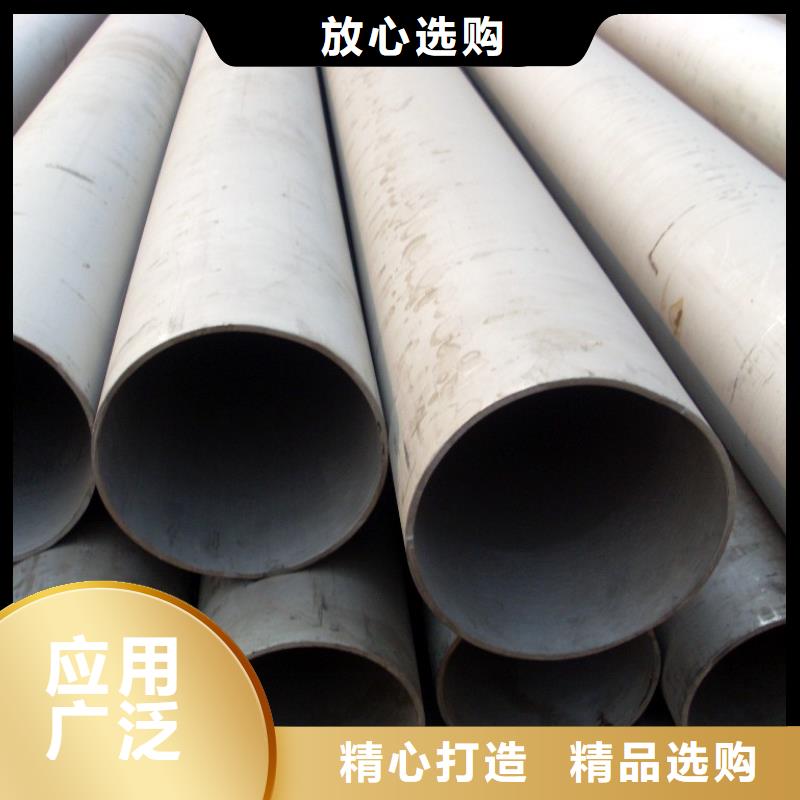
国耀宏业钢铁(西藏分公司)专营: H型钢,规格齐全,品质兼优,价格低廉。欢迎广大客户前来洽谈业务!


多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。



根据气孔产生的部位不同可分为外部气孔和内部气孔;根据分布的情况不同又可分为疏散气孔和连续气孔等。产生气孔的主要原因是;大口径不锈钢管边缘上留有水、油、锈等杂质;焊条和焊剂受潮;焊接规范不当;焊条偏心或磁偏吹等。
气孔的存在会使焊缝的有效工作面积减小,从而降低大口径不锈钢管的机械性能,影响焊缝金属的致密性。5)未焊透大口径厚壁不锈钢管的间隙或边缘未被电弧熔化而留下的空隙称为未焊透。根据未焊透产生的部位,可分为、边缘和层间等几种。
产生未焊透的主要原因是:焊接电流太小、坡口角度太小、钝边太大、间隙太小、焊条角度不当、大口径不锈钢管有厚锈以及自动埋弧焊时的焊偏等。未焊透缺陷会使焊缝的强度降低,引起裂缝而导致结构的破坏。6)裂缝裂缝是焊缝中危险的缺陷,大部分结构的破坏是由裂缝所造成的。
因此裂缝在焊缝中是不允许存在的一种缺陷。裂缝按其产生的部位不同可分为纵向裂缝、横向裂缝、熔合线裂缝、裂缝、弧坑裂缝以及热影响区裂缝等;按裂缝产生温度及时间的不同,又可分为热裂缝和冷裂缝两大类。7)夹杂焊缝中夹有焊渣或非金属夹杂物,称为夹杂。
夹杂是焊缝中常见的缺陷之一,产生夹杂的原因很多,如运条不当、焊接电流过小、坡口角度过小、大口径厚壁不锈钢管上留有厚锈以及焊条药皮的物理性能不当等。在多层焊时,若每层熔渣不也会造成夹杂。此外,常见的焊接缺陷还有如烧穿、弧坑未填满和严重飞溅等。
气孔的存在会使焊缝的有效工作面积减小,从而降低大口径不锈钢管的机械性能,影响焊缝金属的致密性。5)未焊透大口径厚壁不锈钢管的间隙或边缘未被电弧熔化而留下的空隙称为未焊透。根据未焊透产生的部位,可分为、边缘和层间等几种。
产生未焊透的主要原因是:焊接电流太小、坡口角度太小、钝边太大、间隙太小、焊条角度不当、大口径不锈钢管有厚锈以及自动埋弧焊时的焊偏等。未焊透缺陷会使焊缝的强度降低,引起裂缝而导致结构的破坏。6)裂缝裂缝是焊缝中危险的缺陷,大部分结构的破坏是由裂缝所造成的。
因此裂缝在焊缝中是不允许存在的一种缺陷。裂缝按其产生的部位不同可分为纵向裂缝、横向裂缝、熔合线裂缝、裂缝、弧坑裂缝以及热影响区裂缝等;按裂缝产生温度及时间的不同,又可分为热裂缝和冷裂缝两大类。7)夹杂焊缝中夹有焊渣或非金属夹杂物,称为夹杂。
夹杂是焊缝中常见的缺陷之一,产生夹杂的原因很多,如运条不当、焊接电流过小、坡口角度过小、大口径厚壁不锈钢管上留有厚锈以及焊条药皮的物理性能不当等。在多层焊时,若每层熔渣不也会造成夹杂。此外,常见的焊接缺陷还有如烧穿、弧坑未填满和严重飞溅等。

