




想要更直观地感受克拉管塑料检查井质检严格放心品质产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:克拉管塑料检查井质检严格放心品质的图文介绍


克拉管管道连接采用在承口预埋电熔丝同材质承插电熔连接技术,连接。可做到无泄露,保证了管道寿命的相同性和运行的性。
同时,由于该产品在同等应用条件。是卖的非常的便宜,其实都是因为成本的问题,偷工减料的厂家自然成本就很低,就可以通过恶意的价格竞争己的销量。在我们购买克拉管的时候,相大家都希望能够通过少的钱,来购买质量的克拉管,这对于厂家的选择就非常的重要,所以下面就来。
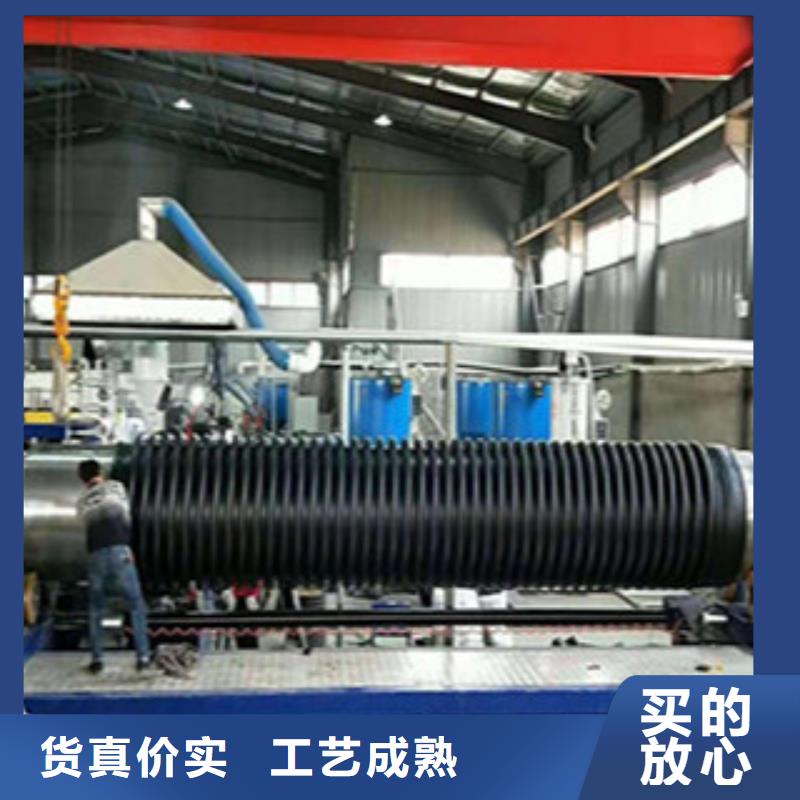
同时,由于该产品在同等应用条件下比其它管材重量轻,便于运输,施工方便快捷,可施工费用,在应用范围,不需混凝土垫层和混凝土管基沟槽合格后即可直接敷管,基本上呆做到边开挖、边下管、边回填,简化了施工程序,缩短了工期。
同时,由于该产品在同等应用条件。是卖的非常的便宜,其实都是因为成本的问题,偷工减料的厂家自然成本就很低,就可以通过恶意的价格竞争己的销量。在我们购买克拉管的时候,相大家都希望能够通过少的钱,来购买质量的克拉管,这对于厂家的选择就非常的重要,所以下面就来。
同时,由于该产品在同等应用条件下比其它管材重量轻,便于运输,施工方便快捷,可施工费用,在应用范围,不需混凝土垫层和混凝土管基沟槽合格后即可直接敷管,基本上呆做到边开挖、边下管、边回填,简化了施工程序,缩短了工期。



材料进场后,按规定的批量及对进场的材料和配件进行见证抽样、送检,在未检验合格的证明文件之前,不应准许承包商开始启用。监理在见证抽样的时候,尤其要注意生产批 ,由于生产过程的某些不可预见因素,同一生产厂家、同一原料、同一和工艺,不同生产批次的产品质量会有差异。
由于很多给水塑料管还处于推广阶段,施工人员对施工工艺掌握不到位,且这些新型管材对施工人员技术水平要求高,施工难度较大。我们在选择克拉管厂家的时候,都希望能够选择更加正规的厂家,这对于我们选购的克拉管才可以有更好的功能使用保障因此,对施工人员的岗前培训就显得尤为重要。监理在现场检查中尤其要重视管道连接,给水塑料管易发生渗漏、爆管的地方就是管道连接处。

焊接波纹管的管壁厚度变化小于液压成型波纹管壁厚的变化。因此,浓压波坟管的特性分散程度大于焊接波纹管特性的分散程度。焊接波纹管的特性偏差若与液压波纹管特性偏差一样,则焊接波纹管的成品率要高(就特性而言)。焊接波纹管所用材料的塑性变形在成型过程中小于浓压披纹管,故焊挂波纹管的材料种类要比液压波纹管的材料种类多。
由于焊接波纹管的波纹形状多,故其躺性比浓压波纹管的特性便于和控制。焊接波纹管也能达到较准确的形状和尺寸,因此,焊接波纹管便于达到预期的设计有效面积。焊接波纹管的强度、疲劳寿命、滞后都比液压波纹管的要好。以确定其BD与BH。,光线在型坯壁内往下传输,从型坯底部透出。
由于焊接波纹管的波纹形状多,故其躺性比浓压波纹管的特性便于和控制。焊接波纹管也能达到较准确的形状和尺寸,因此,焊接波纹管便于达到预期的设计有效面积。焊接波纹管的强度、疲劳寿命、滞后都比液压波纹管的要好。以确定其BD与BH。,光线在型坯壁内往下传输,从型坯底部透出。


钢带实际宽度,前面已经讲过,必须小于理论宽度,套对波纹管覆盖面比值的大小而定。编织角度一般取300---450,在其它参数确定之后,为了属软管一定的承载能力,编织角度还可以适当地减小。从近几年引进设备配套的金属软管看来,国外对编织角的取值,的仅仅15编织角度取值的大小,直接影响着金属软管的性能。
网套对波纹管覆盖面的比值一般控制在75-9.5%范围之内,若取值太大,将压抑了波纹管的特性,若取值太小,将起不到保护波纹管不受硅、碰、磨、挽等机械损伤的作用.它的取值大小也直接影响着金属软管的性能,意义恰怡?腾达汇泰。



专业的 mpp电力管制造水平满足客户“质量、品质、性能”的追求,让每一个腾达汇泰塑胶制品(铜仁市分公司)制造的 mpp电力管都成为凝结匠心的上乘之作。



型坯的测量也并不容易。是熔体弹性的,因而是一个与时间相关的量。此外,为从根本上了解型坯的成型过程,要求在型坯无垂伸的条件下测量。目前测量型坯较常用也是较准确的一种方法,就是把型坯挤入油箱中,其盛有温度及密度与型坯相同的热油。
油箱上开有视孔,采用摄像机对着型坯每隔一段时间拍摄一次,型坯的性使得可通过照片来确定型坯的内、外直径。这样,可在型坯无垂伸未固化的条件下测量其BD与BH随时间的变化情况。以下引用的型坯除注明的外,主要指由此法测量所得。
不过,此法难以用来测!实际生产中的型坯,而且油还可能影响过程。为此,了一种可设置于实际吹塑设备中的测量装置。
油箱上开有视孔,采用摄像机对着型坯每隔一段时间拍摄一次,型坯的性使得可通过照片来确定型坯的内、外直径。这样,可在型坯无垂伸未固化的条件下测量其BD与BH随时间的变化情况。以下引用的型坯除注明的外,主要指由此法测量所得。
不过,此法难以用来测!实际生产中的型坯,而且油还可能影响过程。为此,了一种可设置于实际吹塑设备中的测量装置。



