


【桥梁护栏】灯光护栏价格地道的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:辽宁沈阳【桥梁护栏】灯光护栏价格地道的图文介绍

风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。 不锈钢MIG焊要点及注意事项直流采用平焊电源,直流采用反极性(焊丝对正极)。 一般采用纯氩(99.99%纯度)或Ar+2%O2,流量适合20~25L/min。 弧长、不锈钢MIG焊,一般在喷射过渡焊条件下,电压应调整到弧长的4~6毫米。 防风。MIG焊接易受风的影响,有时会有风引起的气孔,所以风速在0.5米/秒以上的地方都应采取防风措施。 不锈钢药芯焊丝焊接要点及注意事项采用平特性焊接电源,直流焊接采用反极性。一般的二氧化碳焊机可以用来焊接,但送丝轮的压力应稍微放松。 保护气体一般为二氧化碳气体,气体流量宜为20~25L/min。 焊嘴与工件的距离应为15~25毫米。


不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。



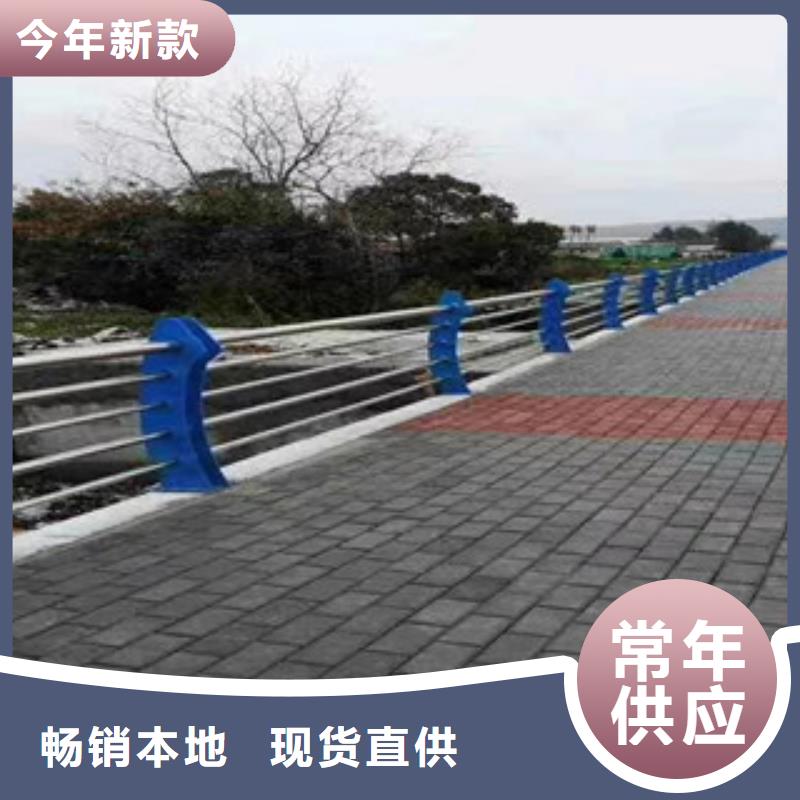
在长期跟客户沟通实践的过程中, 桥梁景观栏杆产品和技术得以不断更新,使得公司在人才和技术上处于较高地位,在稳定发展的同时,桥梁护栏制造厂(沈阳市分公司)响应号召,积j i开拓国外市场,让产品走出国,远销欧美、非洲、中南亚等数十个和地区,并得到了国外同仁的喜爱。务实进取,精工细作,欢迎各界同仁莅临考察指导工作!


不锈钢复合管护栏是道路两边的一种防护措施,其目的是为了对道路两旁的车辆进行警示作用,那么不锈钢复合管护栏制造工艺有哪些注意事项呢,下面简单的为大家介绍一下不锈钢复合管护栏的制作工艺要求。 ??不锈钢复合管护栏基材浇注:立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。 ??制作不锈钢复合管护栏的要求都有哪些?不锈钢复合管护栏立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度 尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。 ??不锈钢复合管护栏钢筋焊接与图层:钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。


