


以下是耐磨500钢板40个厚供应商的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:耐磨500钢板40个厚供应商的图文介绍

规格齐全,支持定制,公司一贯以客户至上、让利客户、薄利多销为原则,诚实守信为宗旨。产品规格尺寸材质齐全,省去不必要的麻烦,-站式采购。公司拥有多年的行业经验,能有效的完成客户的订单,确认产品质量和交货时间。严格控制每一件产品的质量保质保量,让客户买的放心。



结果表明耐磨钢板传统处理工艺的晶粒尺寸为30μm,超塑性预处理的晶粒尺寸为11μm。经超塑性预处理后耐磨钢板在保持较高塑性的同时也有较高的强度,比传统处理工艺在强度上提高3.5%,塑性提高25.7%。固溶和时效时间是制约高强耐磨钢板力学性能和热处理生产效率的主要因素。本文以 耐磨钢板为例通过高温预热装炉、同城分级固溶和提高时效温度等方法研究了高强度铝合金的快速热处理工艺。并结合金相组织观察、同城断口分析、同城X射线分析和力学性能测试 ,分析了快速热处理对耐磨钢板组织和性能的影响。结果表明 :①固溶时间相同时 ,分级固溶的强度高于单级固溶的强度 ,分级固溶的塑性略低于单级固溶的塑性。②分级固溶时 ,随着二级固溶时间的增加 ,材料的强度增加 ,塑性略有降低。③采用 5 0 0℃高温预热装炉、同城470℃ 5min +4 85℃ 9min固溶和 14 0℃ 6h +15 0℃ 1h的快速热处理工艺可以明显缩短热处理时间 ,提高生产效率 5 0 %以上。 采用金相组织观察、同城力学性能测试、同城SEM断口形貌观察及TEM等手段,研究了传统处理工艺(CT)和超塑性预处理工艺(SPPT)对耐磨钢板显微组织和力学性能的影响。



1)火电厂:中速磨煤机筒体衬板,风机叶轮窝壳,除尘器入口烟道,灰渣导管,斗轮机衬板,分离器连接管,碎煤机衬板,煤斗及破碎机衬板,燃烧器烧嘴,落煤斗和漏斗衬板,空预器支架护瓦,分离器导向叶片。上述零部件对耐磨钢板的硬度和耐磨强度没太高的要求,可以用材质为NM360/400厚度6-10mm的耐磨钢板。
2)煤场:送料槽及漏斗内衬,料斗衬套,风机叶片,推料机底板,旋风收尘器、焦炭导向器衬板,球磨机内衬,钻头稳定器,螺旋加料器料钟及基座,揉捏机铲斗内衬,环形送料器、翻斗车底板。煤场作业环境恶劣,对耐磨钢板的耐腐蚀性和耐磨强度有一定的要求,使用材质为NM400/450 HARDOX400厚度8-26mm的耐磨钢板。
3)水泥厂:溜槽内衬,末端衬套,旋风收尘器,选粉机叶片和导向叶片,风扇叶片及内衬,回收斗内衬,螺旋输送机底板,管道组件,熔块冷却盘内衬,输送槽衬板。这些部件也需要耐磨性、耐腐蚀性要好一点的耐磨钢板,可以用材质为NM360/400 HARDOX400厚度8-30mmd的耐磨钢板。
4)装载机械:卸轧机链板,料斗衬板,抓斗刃板,自动翻斗车翻斗板,自卸车车身。这就需要耐磨强度和硬度极高的耐磨钢板,建议使用材质为NM500 HARDOX450/500厚度在25-45MM的耐磨钢板。


硬度高、当地强度高的耐磨钢板弯板方式
硬度高、当地强度高的耐磨钢板,经淬火工艺硬化,以中厚板和薄板的形式交货。Optim QC高强钢产品同样也适用于需要一定耐磨性的应用中。Optim QC以薄板形式交货。由于淬硬钢种的强度极高,对其弯板操作颇具挑战。当钢材强度增加时,弯板所需的弯曲力、当地回弹以及小允许弯曲半径也随之增加。在弯板操作中,弯板机必须保持良好的工况,并采用尽可能大的弯曲半径。以下数据单阐述了在淬硬钢材弯板时,进行自由弯曲和底靠作业的基本原则,并给出了实用的建议参数。
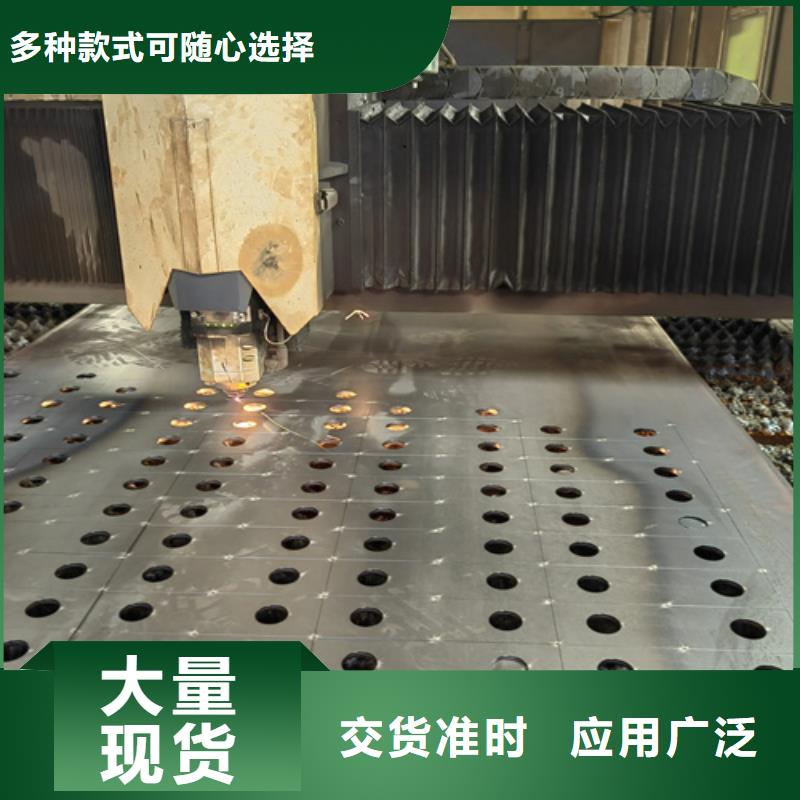
耐磨钢板弯板方式
钢板在弯板机的冲头和模具之间,可以按照设计角度或自由弯曲半径进行弯曲。
自由弯曲:钢板放置于冲模间隙的上边缘,宽度要超过轧道。通过调整冲头的行程长度可以得到所需要的弯曲半径。冲模间隙的宽度可进行调节。
底靠:行程的长度应该足以保证冲头能够把钢板完全压入模具。由于冲头和模具的作用,钢板就会形成与之长度匹配的边缘。冲模间隙(V形槽)是固定的,其宽度不能调整。

