



为了给您提供更的【弯管,中频弯管精品优选】产品信息,解锁【弯管,中频弯管精品优选】产品新体验,视频带你玩转每个细节!
以下是:【弯管,中频弯管精品优选】的图文介绍


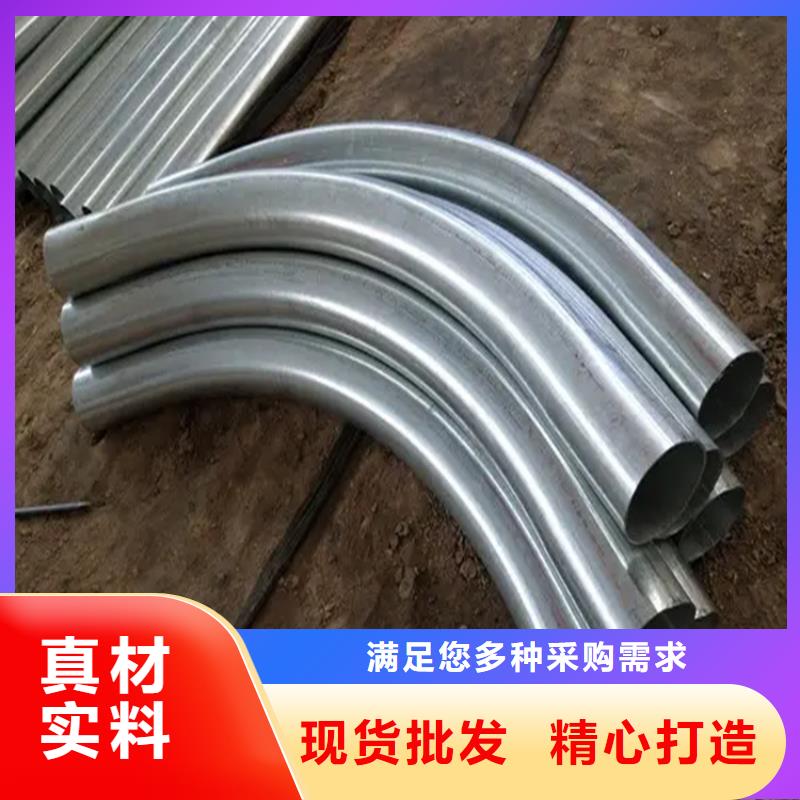
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及. 弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈... 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。[ 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉...[展开] 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。



航萧管件有限公司(秦皇岛分公司)专注生产加工 中频弯管, 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!



弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。



hangx

弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。