





产品视频展示,助您洞悉不锈钢焊管,不锈钢镜面管让利客户产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
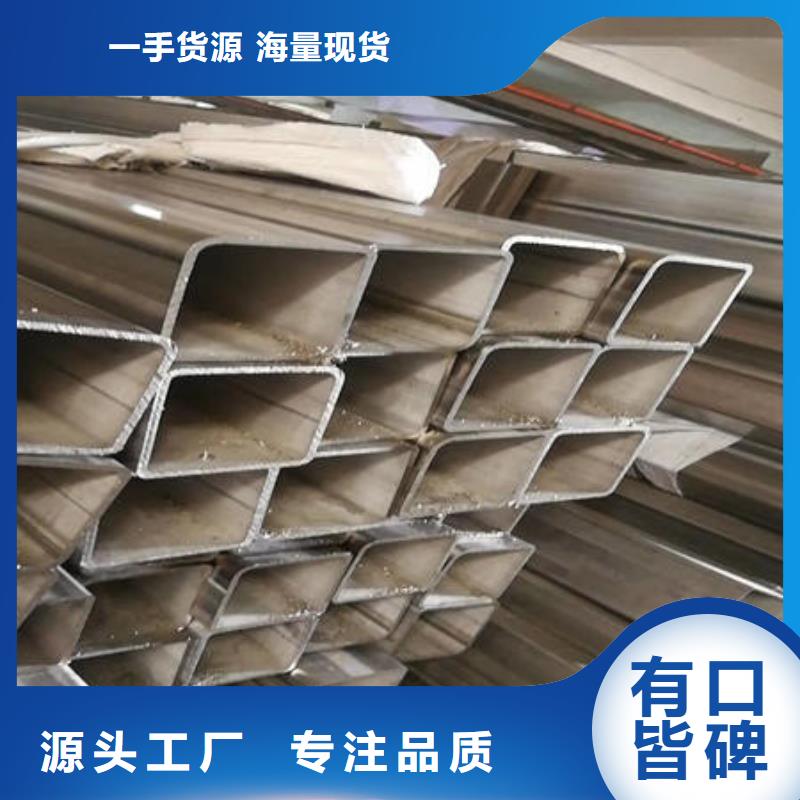
以下是:不锈钢焊管,不锈钢镜面管让利客户的图文介绍

万宇金属材料(茂名市分公司)处于素有“ 不锈钢焊管之都”美称的广东茂名,优越的地理位置和便利的交通给公司的发展带来了充分的条件.技术骨干精良,实力雄厚,公司勇于创新,一直致力于 不锈钢焊管生产技术的革新,跑在生产技术的前沿。



由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。了解了不锈钢焊管头尾增厚长度的相关知识,势必有助您更好地选择和使用不锈钢焊管。 不锈钢焊管的焊接过程不仅加热速度快,而且冷却速度也快,在这样一种急剧的温度变化环境下焊接应力随之产生,不锈钢焊管的焊缝组织也有变化。为了保证焊管使用性能的发挥,我们需要通过热处理的方式来对焊缝和母体金属的显组织差异进行。
那么,如何对不锈钢焊管实施热处理,一般不锈钢焊管的热处理工艺有两种,分别是退火和正火。所谓退火是指焊接应力状态和加工硬化现象,改善不锈钢焊管的焊缝塑性,通常加热温度在相变点以下。而作为一种常化处理工艺,正火改善了不锈钢焊管力学性能的不均匀性,使母体金属与焊缝处金属力学性能相接近,完善金属显组织、细化晶粒,加热温度在相变点以上某一点经过空冷。根据不锈钢焊管使用要求的不同正火还有焊缝热处理和整体热处理之分。
那么,如何对不锈钢焊管实施热处理,一般不锈钢焊管的热处理工艺有两种,分别是退火和正火。所谓退火是指焊接应力状态和加工硬化现象,改善不锈钢焊管的焊缝塑性,通常加热温度在相变点以下。而作为一种常化处理工艺,正火改善了不锈钢焊管力学性能的不均匀性,使母体金属与焊缝处金属力学性能相接近,完善金属显组织、细化晶粒,加热温度在相变点以上某一点经过空冷。根据不锈钢焊管使用要求的不同正火还有焊缝热处理和整体热处理之分。



GB/T12771-2008(流体输送用不锈钢焊接钢管)。主要用于输送低压腐蚀性介质。代表材质为06Cr19Ni10、022Cr19Ni10、06Cr19Ni110Ti、00Cr17、0Cr18Ni11Nb、06Cr17Ni12Mo2等。市场需求:随着我国经济建设的快速发展,不锈钢的消费量不断增加,其中不锈钢管的需求量同样日趋扩大,市场前景看好。不锈钢无缝管的市场需求表现在基础工业方面,如石油、化工、发电等,其需求量占不锈钢无缝管消耗总量的三分之一,还有如汽车,造船,建筑和环保业等也有较大需求。不锈钢焊管当前主要用于换热器管、流体管、压力管道、机械结构用管、城市景观、等行业上,年消耗量在70万t左右。工业用不锈钢焊管需求比较高,而且生产工艺成熟,目前我国年用工业用不锈钢焊管量大约15万t左右,一部分仍需要进口。



环保改造面临不小的成本压力,但这个时候企业更应该迎难而上,经过环保法的洗礼和考验,相企业的综合实力会迈上一个新台阶,在市场中的地位更加稳固。我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?接下来就由金润德不锈钢为您讲解,以增加您对不锈钢焊管的了解。由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。
