



想要探索绗磨管,油缸管物美价优的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:绗磨管,油缸管物美价优的图文介绍
九冶管业有限公司(临沂分公司)拥有 液压缸筒销售人员和技术人才,更好的为广大用户适合自己企业的 液压缸筒产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造山东临沂可靠的 液压缸筒供应商。



第二、镀铬液压珩磨管如何生锈1.用化学酸洗完之后再用电解方法进行一次补充就可以让镀铬液压珩磨管得到非常好的保护了,对镀铬液压珩磨管进行除锈,在给镀铬液压珩磨管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除镀铬液压珩磨管表面松动或翘起的铁锈。2.对镀铬液压珩磨管的表面进行清洗,在对镀铬液压珩磨管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除镀铬液压珩磨管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。优质精密绗磨管故障诊断的操作原则其次是根据优质精密绗磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。



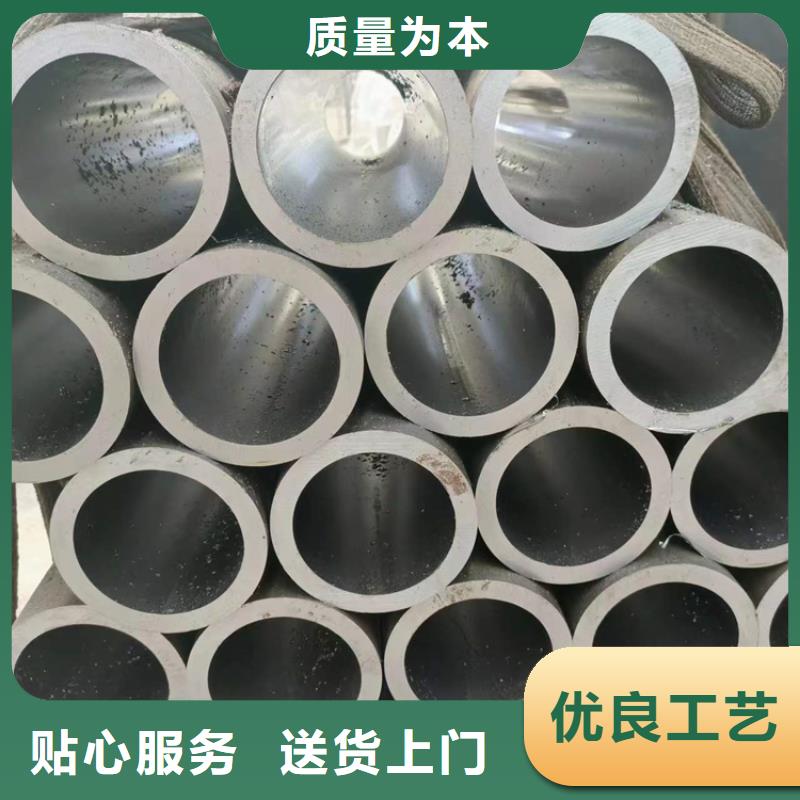
主营材质:20#珩磨管、Q235、20G、35#、45#珩磨管、16Mn、Q345、40Cr、27SiMn绗磨管、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉热轧绗磨油缸管后的区别:热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。



因为精密钢管內外壁无空气氧化层、承担髙压无渗漏、高精密、高光滑度、冷拔不形变、扩口、挤扁无缝隙等优势,因此关键用于制造气动式或液压件的商品,如汽缸或液压缸,全是用无缝钢管。精密钢管的成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。绗磨管采用加工工艺油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。


小口径绗磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×负偏差=(D 小-D 公)/D 公×外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×负偏差(-△S)= 壁厚公差范围=正偏差+负偏差


