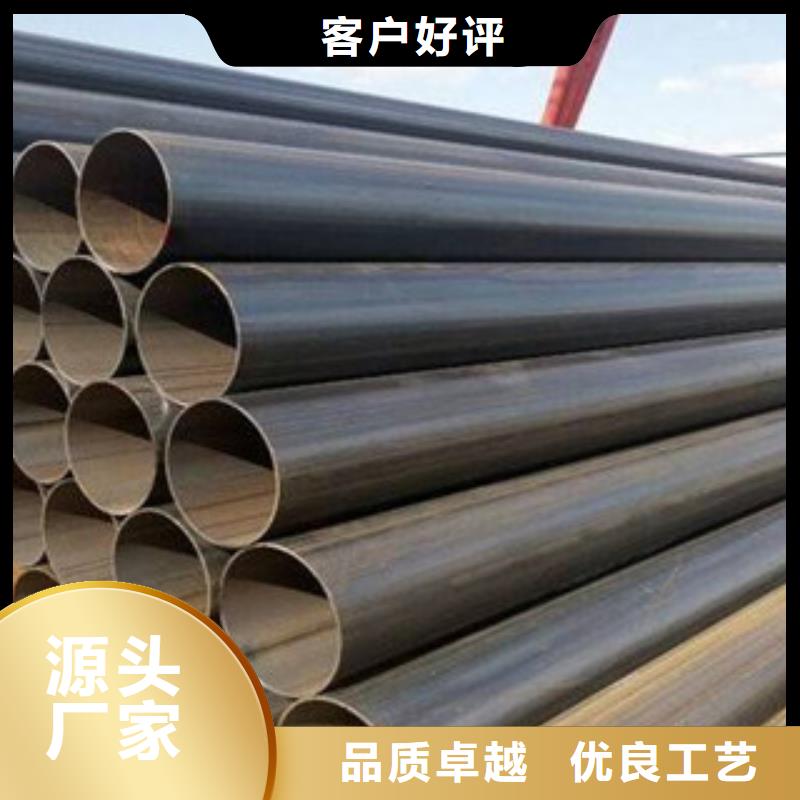



以下是直缝管10#输送流体管工艺成熟的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:直缝管10#输送流体管工艺成熟的图文介绍

钢兴钢管 (焦作市分公司)是一家拥有超过15年 流体管相关经验,高素质专业人才的 流体管厂家,以苛刻的质量标准和产品创新能力为特色。作为您可靠的合作伙伴,我们提供周到的服务,包括开发,设计,制造,生产,订制等。我们会以j i大热情解决广大客户复杂的问题。我们可以根据客户特定图纸,生产出各式各样的 流体管。请您信任我们在 流体管领域的专业,并相信我们的服务品质。从设计到交货,钢兴钢管 (焦作市分公司)的专业团队将致力于为客户提供高价值 流体管产品。



焊接工艺:
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。



管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。
输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。
按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。


机械扩径埋弧焊直缝钢管变形过程
根据钢管机械扩径过程的不同阶段,整个变形过程可以分为以弹性变形为主的整圆,塑性变形为主的扩胀变形和卸载回弹3个主要阶段。
1、整圆:钢管在扩径前经过成形、焊接等多道工序,其截面形状大多为近似椭圆,还存在一定的直线段和棱角。整圆就是将钢管截面由近似椭圆变成圆。
管壁在扩径头作用下,发生弯曲变形,随着扩径头的不断径向扩胀,椭圆长轴不断缩短,短轴不断伸长,终扩径头与钢管内壁完全贴合。这个阶段钢管的变形主要为弹性变形,只有形状变化。
2、扩胀变形:钢管在扩径头作用下,直径不断扩大,管壁不断减薄。开始时,钢管处于弹性变形阶段,当管体的应力达到管材屈服强度时,钢管便进入塑性变形阶段,发生变形。
3、卸载回弹:扩径头回撤,钢管变形有一定的弹性回复。
根据钢管机械扩径过程的不同阶段,整个变形过程可以分为以弹性变形为主的整圆,塑性变形为主的扩胀变形和卸载回弹3个主要阶段。
1、整圆:钢管在扩径前经过成形、焊接等多道工序,其截面形状大多为近似椭圆,还存在一定的直线段和棱角。整圆就是将钢管截面由近似椭圆变成圆。
管壁在扩径头作用下,发生弯曲变形,随着扩径头的不断径向扩胀,椭圆长轴不断缩短,短轴不断伸长,终扩径头与钢管内壁完全贴合。这个阶段钢管的变形主要为弹性变形,只有形状变化。
2、扩胀变形:钢管在扩径头作用下,直径不断扩大,管壁不断减薄。开始时,钢管处于弹性变形阶段,当管体的应力达到管材屈服强度时,钢管便进入塑性变形阶段,发生变形。
3、卸载回弹:扩径头回撤,钢管变形有一定的弹性回复。
