以下是:湖北省黄石市弯管-U型弯管快捷物流的产品参数
以下是:湖北省黄石市弯管-U型弯管快捷物流的图文视频
【航萧】持续拓展产品矩阵,现有
下陆弯管、
黄石港S型弯管、
恩施弯管价格、
随州弯管、
武汉中频弯管、
宜昌中频弯管等,满足不同场景需求。
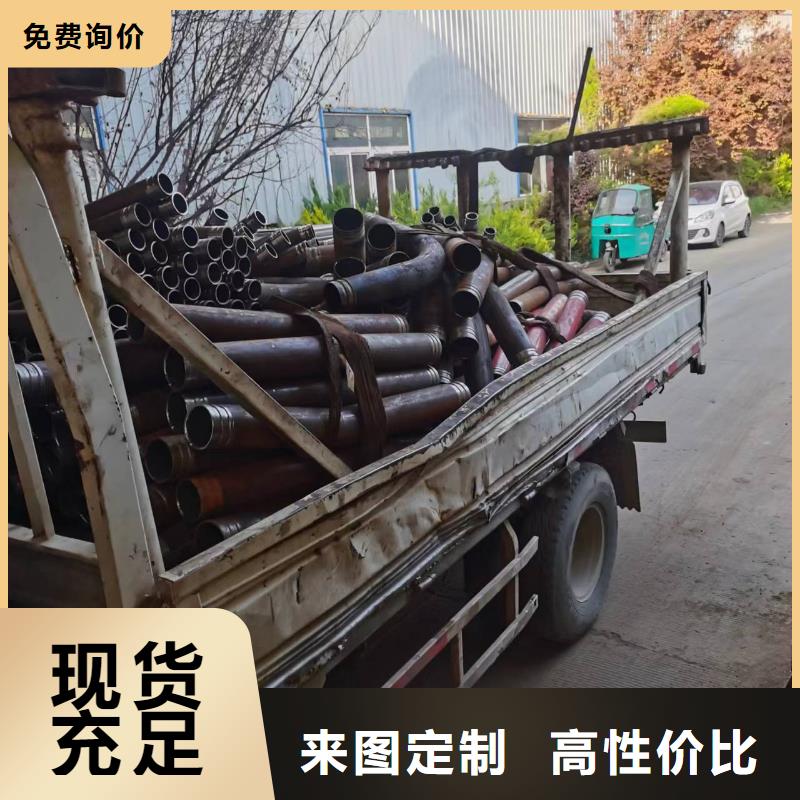
弯管-U型弯管快捷物流_
航萧管件(黄石市分公司),固定电话:
【0527-88266888】,移动电话:
【0527-88266888】,联系人:
宋经理,经济开发区崂山路物流院内。 湖北省,黄石市 黄石市,湖北省辖地级市,为国务院批复确定的长江中游重要工业基地、沿江开放城市、鄂东地区中心城市、长江中游城市群区域中心城市、华中地区先进制造业基地、武汉城市圈副中心城市,位于湖北省东南部,地处长江中游南岸,东北临长江与黄冈市隔江相望,北接鄂州,西靠武汉、鄂州,西南与咸宁为邻,东南与江西九江接壤;介于东经114°31′-115°30′,北纬29°30′-30°15′之间,总面积4583平方千米。截至2022年10月,黄石市辖4个区、1个县,代管1个县级市。截至2022年末,黄石市常住人口244.4万人。
视频不仅展示了弯管-U型弯管快捷物流产品的外观和功能,更通过用户的使用案例和反馈,展现了产品的实用性和可靠性,增强了观众对产品的信任感。
以下是:湖北黄石弯管-U型弯管快捷物流的图文介绍

以匠心理念做好每一个中频弯管
中频弯管的详细介绍
商家诚信可靠



全自动弯管机应该按照正确的方式来操作 每一款机械设备都有其相应的使用方式,在使用时,都不应该按照自己的喜好。我们在使用全自动弯管机的时候,也应该按照正确的顺序来操作。 在对全自动弯管机进行使用之前,一定要先让机床进行良好的接地,否则机器可能会因此发生倾斜或者出现更严重的机器故障。 另外,要及时检查弯管机的弯头和弯管。在用过一段时间之后,弯头和弯管可能会比较脏,因此要及时对其进行各个方面且细致的清洗,并注意通风,将其放在通风干燥处晾干。里面的灰尘和污垢也应该及时进行清理,这样在使用时设备才有可能正常的工作。 还需要格外注意的一点是,弯头的介质是顺着阀瓣流向上的,因此弯管机的弯头和弯管只能够以水平的方式进行安装,不能垂直安装。 另外,在对全自动弯管机进行检查时,应先切断电源,不能在机器通电的情况下进行检查和维修。
选购弯管-U型弯管快捷物流来湖北省黄石市找航萧管件(黄石市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:宋经理-【0527-88266888】,地址:[经济开发区崂山路物流院内]。