



图文介绍虽好,但视频更能展现绗磨管不锈钢绗磨管规格齐全产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
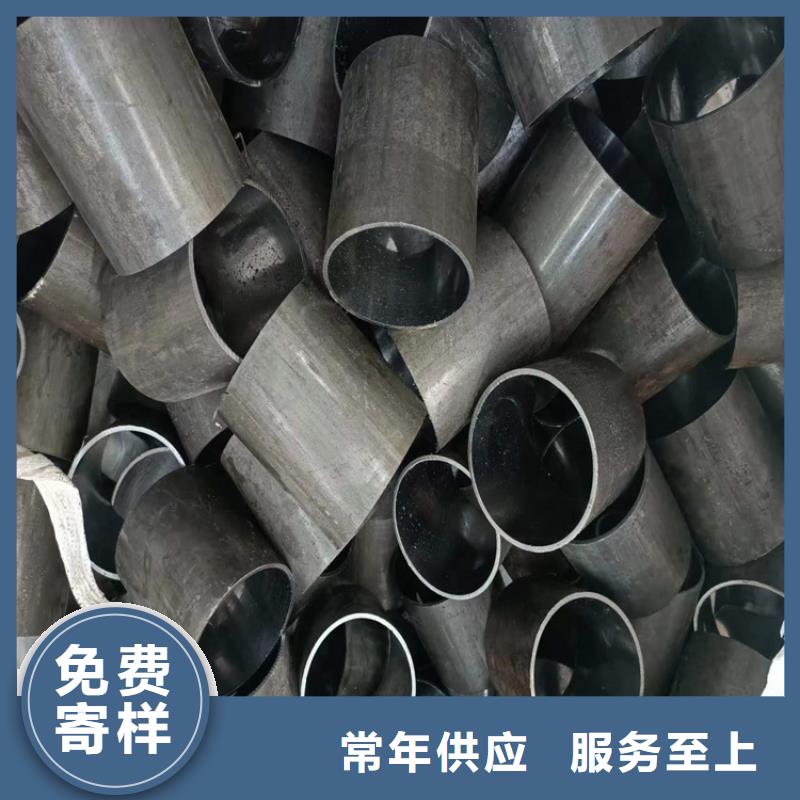
以下是:绗磨管不锈钢绗磨管规格齐全的图文介绍


液压机械(怀化市分公司)本着“诚实做人,踏实经营”的企业经营宗旨,坚持“以人为本,顾客至上”的企业经营理念,提倡“诚信、团结、敬业、奋斗”的企业精神文化,努力不懈地为广大群众提供优质的 高精度空心杆产品与真诚、专业的服务,深受广大消费者的青睐。




企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好



企业旺旺珩磨管绗磨管油缸管27simn调质绗磨管 先进的生产和检测设备是制造优质产品的必要保证,因此公司十分重视生产装备的现代化确保在行业的领先水平。采用国外先进技术制造的生产设备,轨机精密度高,生产品种规格广泛且规格灵活,较一般自动轨管机组更为先进,同时并配置先进的自动化控制系统及在线质量检测系统。确保了产品质量的稳定和可靠精密无缝钢管是一种通过冷拔或热轧处理后的一种高精密的钢管。由于精密无缝钢管内外壁无氧化层,精密无缝钢管承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以精密钢管、精密无缝钢管、精密光亮管、冷轧精密钢管主要用来生产气动或液压元件的产品,如气缸或油缸,都是用精密无缝钢管
