


联系我们

当前位置:
沧州 钢兴钢管
有限公司(哈尔滨分公司) >
哈尔滨当地今日热点
直缝管直缝钢管的简单介绍
更新时间:2025-05-24 20:06:25 ip归属地:哈尔滨,天气:雷阵雨转晴,温度:8-21 浏览次数:10 公司名称:沧州 钢兴钢管 有限公司(哈尔滨分公司)
以下是:直缝管直缝钢管的简单介绍的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 355 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管直缝钢管的简单介绍的图文视频



直缝管直缝钢管的简单介绍_钢兴钢管
有限公司(哈尔滨分公司),固定电话:13722727880,移动电话:0317-3061555,联系人:刘学成,QQ:133919903,风化店乡后枣园工业区 发货到 黑龙江省哈尔滨市。 黑龙江省,哈尔滨市 哈尔滨地处中国东北地区、东北亚中心地带,是中国东北地区北部政治、经济、文化中心,被誉为欧亚大陆桥的明珠,是条欧亚大陆桥和空中走廊的国际性综合交通枢纽,哈大齐工业走廊的起点,战略定位的沿边开发开放中心城市、东北亚区域中心城市及“对俄合作中心城市”。
我们的直缝管直缝钢管的简单介绍视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:直缝管直缝钢管的简单介绍的图文介绍


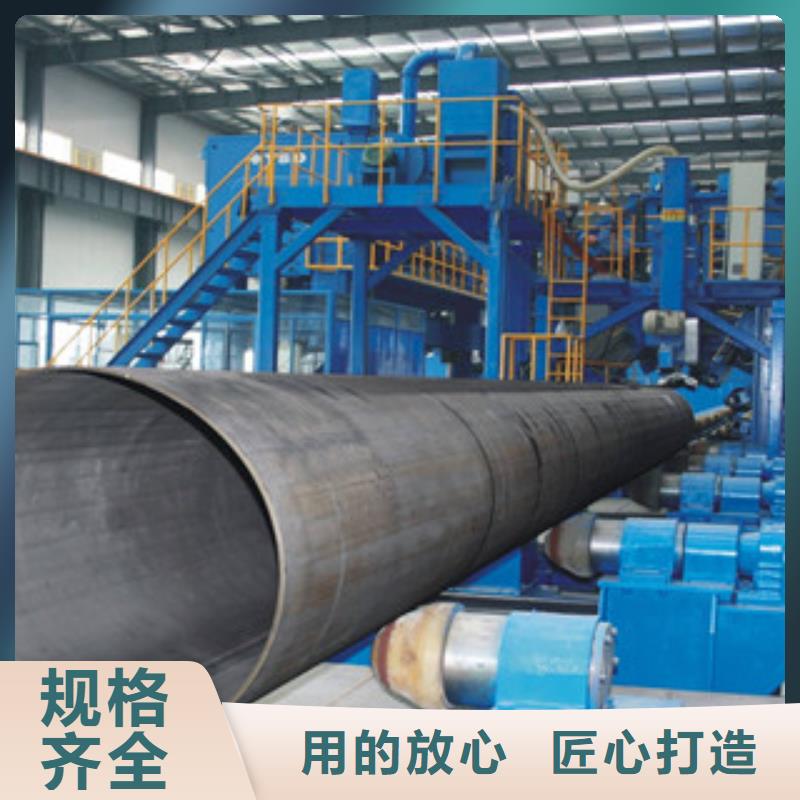
埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。



钢兴钢管 有限公司(哈尔滨分公司)是一家集 流体管设计开发,生产设备制造,安装为一体的企业,不但拥有先进的理念,而且拥有完善的售后服务团队,能随时为企业提供咨询设计,售前及售后服务,公司始终致力于本地化生产,为客户实现 流体管快速生产应用的企业。



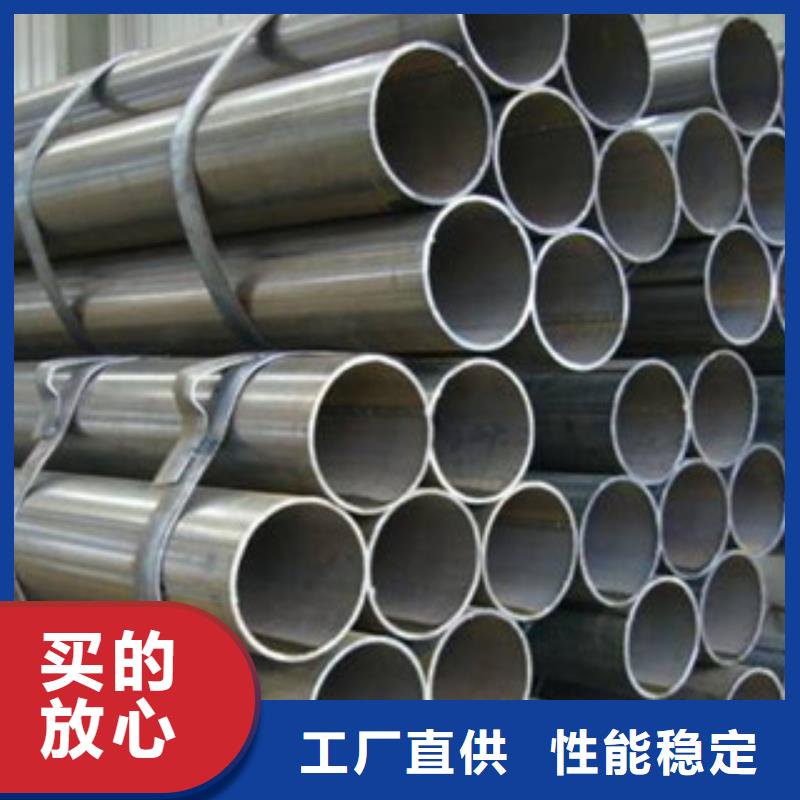
直缝高频电阻焊管(ElectricResistanceWelding,简称为ERW)与无缝钢管 的区别在于ERW有条焊缝,这也是ERW钢管质量的关键所在。现代化的ERW钢管生产工艺和设备,由于国际上,尤其是美国等多年的不懈努力,使得ERW钢管的无缝化已经有了比较满意的解决。有人把ERW钢管的无缝化分为几何无缝化和物理无缝化。几何无缝化就是ERW钢管的内外焊缝毛刺。由于内毛刺系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的已有了较好的处理。内毛刺可控制在-0.2mm~+0.5mm左右。物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1100℃以上,奥氏体晶粒急速长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。



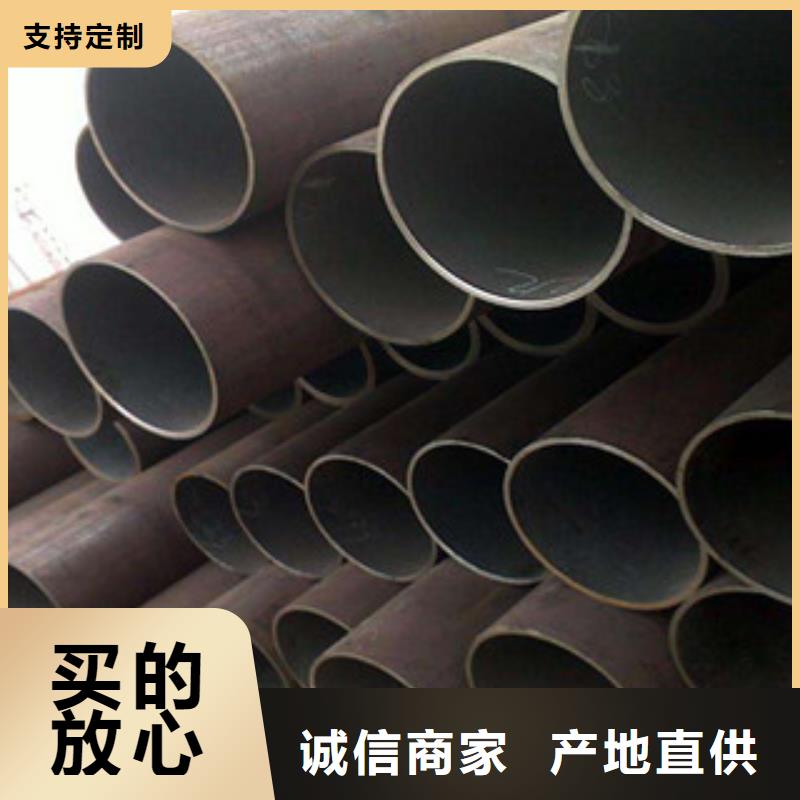
UOE法是生产大直径直缝焊管的主要方法。是以热轧厚钢板为原料,经过刨边、开坡口和预弯边等预处理工序后,依次进入U成型压力机和0成型压力机压制成管筒,经焊接后,对焊接管坯进行扩径的一种工艺。至今世界上已有这种成型焊管机组40多套。UOE制管法的O成型压力机吨位由20世纪50年代的18000t(180MN)发展到现在的60000t(600 MN)。随着压力机吨位的提高,UOE焊管也向大直径、大壁厚和高强度方向发展。我国有数家企业已建成UOE生产线,研制出具有国际先进水平的大直径高钢级的管线用钢管,满足国内管线建设的需要。但是UOE成型设备造价大,设备较多,维护量大。且在圆周方向用1%以下的压缩量制管时,边缘部分容易残留有直线段,得不到良好的管形。

今年在黑龙江省哈尔滨市购买直缝管直缝钢管的简单介绍有了新选择,钢兴钢管
有限公司(哈尔滨分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的直缝管直缝钢管的简单介绍产品。如需购买或咨询,请随时联系我们,联系人:刘学成-13722727880,QQ:133919903,地址:风化店乡后枣园工业区。