





不要满足于简单的文字描述,点击我们的卧式承压罐规格齐全辉煌产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:广西贵港卧式承压罐规格齐全辉煌的图文介绍

1.1、广西贵港同城承压保温水箱应按图纸、广西贵港同城工艺卡、广西贵港同城本规程及有关 、广西贵港同城行业标准和法规的要求进行制造。并严格按我公司压力容器质量保证体系的要求运行。
1.2、广西贵港同城制造容器、广西贵港同城换热器用材料必须符合相应 标准、广西贵港同城行业标准规定。材料采购时应从材料生产单位获取符合相应标准的材料质量合格证(原件);如果从非材料生产单位获得压力容器用材料时,应取得材料质量证明书原件或加盖供材单位检验章和经办人章的有效复印件(有效指复印件上盖有供材单位红色印泥检验章)。对有复验或特殊检验要求的材料,须经复验或检验合格才能使用。


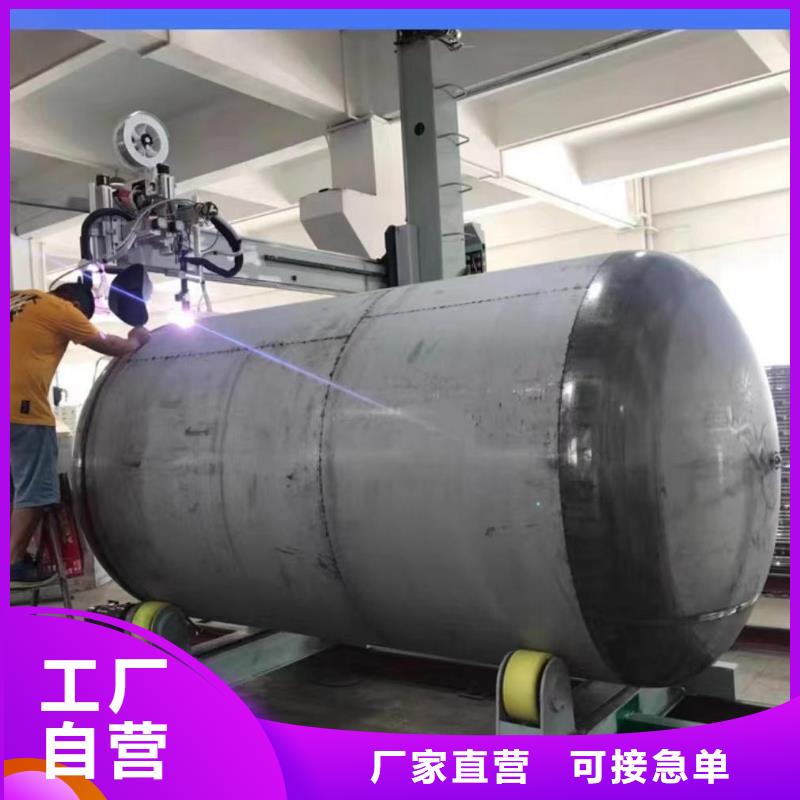
承压保温水箱容器的焊接:
3.3.1、广西贵港当地施工人员应严格按照图纸及焊接工艺规程的要求进行施焊。
3.3.2、广西贵港当地正常情况下,DN≥1000,δ≥8的容器A、广西贵港当地B类焊缝可优先使用自动焊;DN≥600,δ≥8的容器A、广西贵港当地B类焊缝,外圈可使用自动焊,内圈使用手工焊。
3.3.3、广西贵港当地C、广西贵港当地D类接头的焊脚高度,在无图样规定时,取焊件中较薄者之厚度,补强圈的焊脚高度,当厚度﹥8mm时,其焊脚高度等于补强圈厚度的70%,且不小于8mm;当厚度≦8mm时,其焊脚高度等于补强圈厚度。C、广西贵港当地D类接头焊缝与母材应呈圆滑过渡。
3.3.4、广西贵港当地对焊接接头系数ф=1的容器及不锈钢容器,其焊缝表面不得有咬边,其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边总数不得超过该焊缝长度的10%。



本规程适用于我公司一、广西贵港当地二类压力容器、广西贵港当地类外压力容器(正文中简称容器)及管壳式换热器(正文中简称承压保温水箱)的制造。常压容器的制造及容器、广西贵港当地换热器的修理可参照执行。
本规程根据GB150-1998《钢制压力容器》、广西贵港当地GB151-1999《管壳式换热器》、广西贵港当地HG20584-1998《钢制化工容器制造技术要求》、广西贵港当地《压力容器技术监察规程》(1999)的有关规定,并结合我公司几年来压力容器、广西贵港当地换热器制造经验和现有装备能力而制订。对于制造较复杂的、广西贵港当地大型的、广西贵港当地有特殊要求的容器设备,应由公司技术总负责人、广西贵港当地技术管理部门、广西贵港当地技术人员及有经验的工人师傅一起讨论研究,制订出具体可行的施工方案进行施工。
施工人员在施工过程中,应严格按图纸和工艺卡要求进行施工,如因图纸错误或加工制作误差等原因影响到零部件组装,应及时与工艺人员取得联系,以求问题解决。

煌供水设备(贵港市分公司)坚持创新、诚信守约,是广西贵港市级科技创新示范企业并连续多年被评为信用企业和消费者满意单位,目前已与国内外多家客户建立了长期合作关系,成为他们在中国的优质 不锈钢水箱供应商. “实力铸就品牌,诚信谛造未来”,精心做事,诚信待人,欢迎广大客户随时拨打全国统一客服热线,我们期待与您合作,共创美好明天。


