


精密钢管的硬度检验工具
无缝精密钢管的内径在6.0mm以上,壁厚在13mm以下的退火无缝精密钢管材,可以采用W-B75型韦氏硬度计,它测试非常快速、简便,适于对无缝精密钢管材做快速无损的合格检验。无缝精密钢管内径大于30mm,壁厚大于1.2mm的无缝精密钢管,采用洛氏硬度计,测试HRB、HRC硬度。无缝精密钢管内径大于30mm,壁厚小于1.2mm的无缝精密钢管,采用表面洛氏硬度计,测试HRT或HRN硬度。内径小于0mm,大于4.8mm的无缝精密钢管,采用管材专用洛氏硬度计,测试HR15T硬度。当无缝精密钢管内径大于26mm时,还可以用洛氏或表面洛氏硬度计测试管材内壁的硬度。



精密钢管:
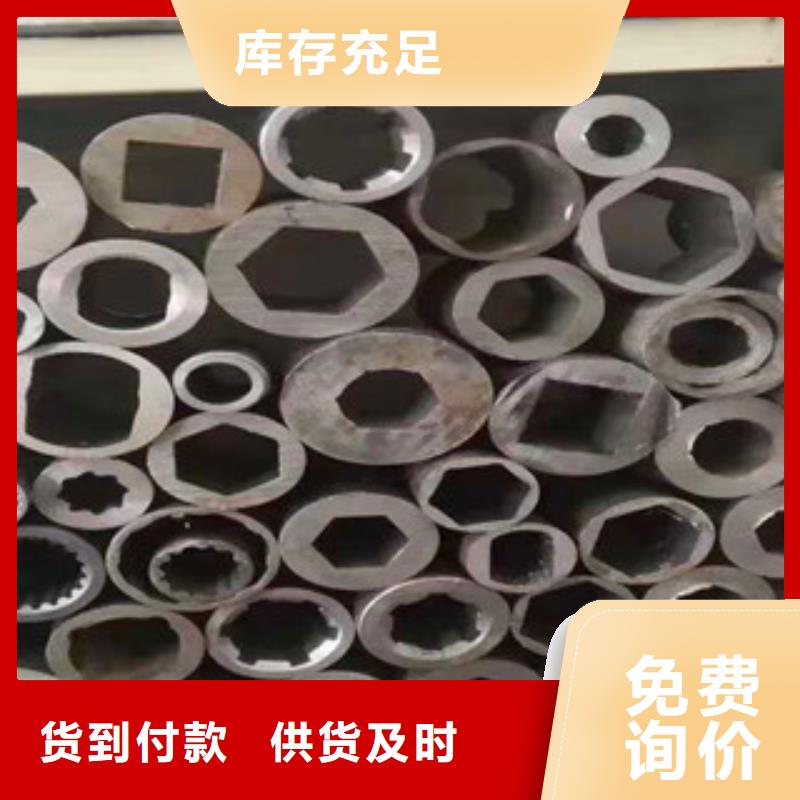
按断面形状分类
(1)简单断面精密钢管--圆形精密钢管、方形精密钢管、椭圆形精密钢管、三角形精密钢管、六角形精密钢管、菱形精密钢管、八角形精密钢管、半圆形钢圆、其他
(2)复杂断面精密钢管--不等边六角形精密钢管、五瓣梅花形精密钢管、双凸形精密钢管、双凹形精密钢管、瓜子形精密钢管、圆锥形精密钢管、波纹形精密钢管、表壳精密钢管、其他
3、按壁厚分类--薄壁精密钢管、厚壁精密钢管
4、按用途分类--管道用精密钢管、热工设备用精密钢管、机械工业用精密钢管、石油、地质钻探用精密钢管、容器精密钢管、化学工业用精密钢管、特殊用途精密钢管、其他
4.化学成分检验
(1)GB3087-82《低中压锅炉用无缝精密钢管》规定。化学成分试验方法按GB222-84及GB223《钢铁及合金化学分析方法》中的有关部分。
(2)GB5310-95《高压锅炉用无缝精密钢管》规定。化学成分试验方法按GB222-84及《钢铁及合金化学分析方法》、GB223《钢铁及合金化学分析方法》中的有关部分。
(3)进口锅炉精密钢管的化学成分检验按合同规定的有关标准进行



龙丽金属材料(大同市分公司)业务覆盖全国市场。公司采用现代化经营管理模式运作,经过多年的发展,不断整合资源,逐步成为集贸易、加工、仓储、运输四位一体的公司。公司主要经营【16Mn精密管】。公司秉乘“以诚为先,以信待客”的公司宗旨,十多年来,努力奋斗,开拓进取,顺利完成了经营理念、管理体制、产品质量等方面的调整与组合,成功地实现了产品品牌化、经营诚信化、目标国际化,在【16Mn精密管】市场诠释了一个属于自己的全新概念。



生产精密钢管管料尺寸的选择
在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。
选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。
道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。



精密钢管的热扩径
用斜轧法或拉拔法扩大管材直径的一种荒管精轧工序,用于大直径薄壁管的生产。随着工业技术尤其石油与化学工业的发展,油气输送、压力容器、结构及机械部件用的大直径无缝精密钢管需要量逐年递增。尽管大型周期式轧管机组与顶管机组(见热轧无缝管机组)可以生产一部分大直径管,但其设备庞大,一次性投资高,且生产大直径薄壁管有一定困难。20世纪20年代末和30年代初期,美国和德国研制出了辊式斜轧热扩管机(图a);德国又研制了拉拔热扩管机(图b),并都投入了工业生产。斜轧热扩径在斜轧扩管机上进行。
