





简约设计,不简单内涵。观看我们的H型钢-镀锌方管源头厂家产品视频,用少的话语传达真实的产品价值。
以下是:H型钢-镀锌方管源头厂家的图文介绍

申达鑫通商贸(潮州市分公司)-产品理念专业:专业设计制造生产 焊管多个系列,50余种产品。设计:高级工程师设计制造,专业力学设计计算,可根据客户要求定做特种型号 焊管。制造:国际先进制造工艺,质保体系完备,通过ISO9001质量体系认证,A级制造资质,保证品质卓越。安装:具有10年 焊管的安装维修经验的专业团队,专业化科学化,所有安装人员持证上岗。服务:24小时应急服务电话,随时解答疑难问题,全国34个专业维修服务网点。产品:以“品质”“”“信心”“保险”为服务宗旨。承诺:所有 焊管产品均有品质保证,为了让客户更加放心使用产品,我们努力做到尽善尽美。



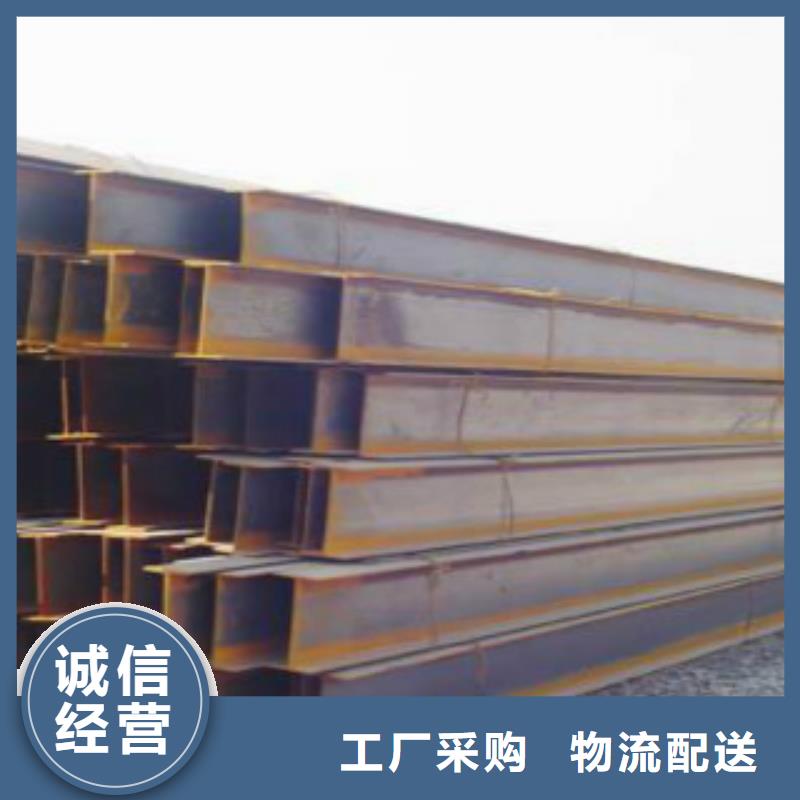
不锈钢H型钢据有很好的抗弯能力,在建筑领域应用过程中,能大大的节约成本结构,简化施工过程,不锈钢H型钢在设计上的特点,风格灵活、丰富,在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50%,从而使机械加工布置更加灵活。
不锈钢H型钢的钢结构强度高,同H型钢相比,截面模数大,在承载条件相同时,可节约金属10-15%。从钢结构上看,不锈钢H型钢的自重很轻,与混凝土结构自重相比轻,结构自重的降低,减少了结构设计内力,可使机械加工结构基础处理要求低,施工简便,造价降低。 不锈钢H型钢在机械加工上稳定性高,以热轧不锈钢H型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高,适用于承受振动和冲击载荷大的机械加工结构,抗自然灾害能力强,特别适用于一些多地震发生带的机械加工结构。在生产上面来说,不锈钢H型钢省工省料,与焊接不锈钢H型钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。不锈钢H型钢在使用中便于机械加工,易于结构连接和安装,还易于拆除及再用。
不锈钢H型钢的钢结构强度高,同H型钢相比,截面模数大,在承载条件相同时,可节约金属10-15%。从钢结构上看,不锈钢H型钢的自重很轻,与混凝土结构自重相比轻,结构自重的降低,减少了结构设计内力,可使机械加工结构基础处理要求低,施工简便,造价降低。 不锈钢H型钢在机械加工上稳定性高,以热轧不锈钢H型钢为主的钢结构,其结构科学合理,塑性和柔韧性好,结构稳定性高,适用于承受振动和冲击载荷大的机械加工结构,抗自然灾害能力强,特别适用于一些多地震发生带的机械加工结构。在生产上面来说,不锈钢H型钢省工省料,与焊接不锈钢H型钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。不锈钢H型钢在使用中便于机械加工,易于结构连接和安装,还易于拆除及再用。



H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。


