




简约而不简单,我们的轧辊钢310S不锈钢管联系厂家产品视频将用直观的方式展示产品的核心价值。
以下是:江苏常州轧辊钢310S不锈钢管联系厂家的图文介绍

始终秉承 大口径不锈钢焊管、304不锈钢管、321不锈钢管、316不锈钢管品质、优质、良好服务之经营理念,积累5年 大口径不锈钢焊管、304不锈钢管、321不锈钢管、316不锈钢管的产品生产营销经验,真正拥有 大口径不锈钢焊管、304不锈钢管、321不锈钢管、316不锈钢管核心技术。始终致力于 大口径不锈钢焊管、304不锈钢管、321不锈钢管、316不锈钢管产品服务的提供、研发。力求让客户对我们的 大口径不锈钢焊管、304不锈钢管、321不锈钢管、316不锈钢管产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。


重量20t以下的锭型已开始采用下注法浇注,而国际上已扩大至120t。为了保证钢锭的内在的和表面的质量,应控制钢的浇注温度和浇注速度,而注温和注速则取决于钢锭的尺寸和浇注方法,且随钢水浇入锭中位置而改变。采用保温冒口或向冒口中加入保温剂或发热剂能保证钢锭的补缩。
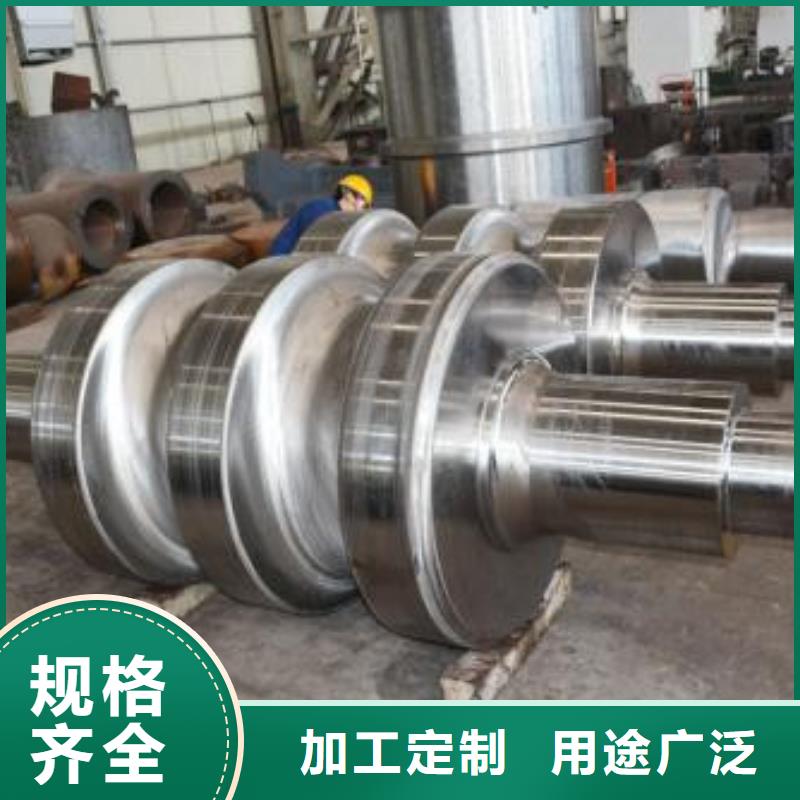
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。



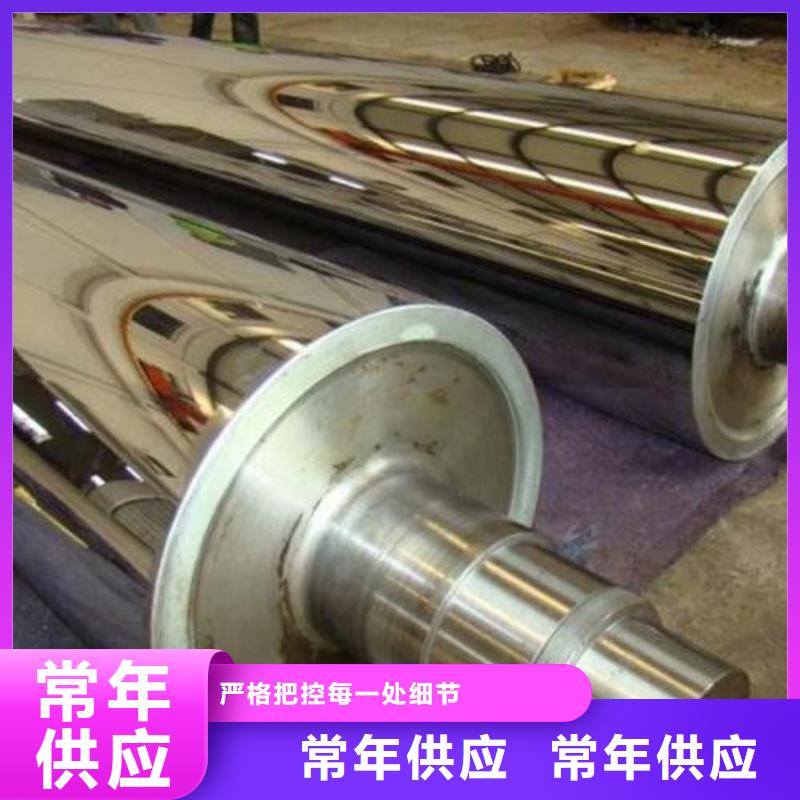
锻造由压钳把、倒棱、镦粗、拔坯压实、精锻等基本工序组成。锻造辊套时,尚有冲孔、扩孔等工序。锻造比是反映锻件质量的重要指标之一,热轧辊的锻造比一般不小于2.5;冷轧辊不小于3;支承辊不小于2。借助于冶炼和锻造技术的改进,锻造比可适当降低,如用电渣重熔钢生产冷轧辊选用锻造比为2。钢锭的冒口应有足够的切除量,以便去除钢锭的缩孔和偏析。通常热轧辊的锻件钢锭利用率为55%~62%;冷轧辊及支承辊为55%~60%。轧辊钢锭镦粗后,依轧辊的种类、重量及尺寸大小选用不同锻造法进行拔坯压实工序。宽砧大压下量锻造法(KD法)适用于高、中及低塑性,大、中型冷、热轧工作辊及支承辊;宽平砧强压下锻造法(wHF法)和去除中心部位拉应力锻造法(FM法)适用于高、中塑性大型及特大型支承辊;中心压实法同WHF法或FM法可配合使用。各种锻造方法的参数列于表3。轧辊锻件的典型锻造工艺列于表4。


内蒙古科技大学的学者针对傅里叶变换、小波算法等传统号处理方法在非线性号的提取与重构中存在的缺陷,提出了基于聚合经验模态分解的轧辊偏心号提取新方法。另外,针对传统自动厚度控制系统(AGC)在偏心补偿控制中的不足,设计了有偏心补偿环节的AGC系统。新方法将轧制力号分解为多个不同特征模态函数,从中提取表征偏心号的特征模态函数,并用此重构偏心号, 将新方法重构的偏心号投入到此系统中控制轧件厚度。仿真及实验结果表明,利用聚合经验模态分解方法重构得到的轧辊偏心模型可以很大程度减小厚度波动,补偿效果优于小波算法。高速工具钢简称为高速钢,是特殊钢经过特殊热处理可以获得高硬度(HRC60以上)和高耐磨性的耐热耐磨钢类,其主要用于制造各种机床的切削工具、航空高温轴承及特殊耐热耐磨零部件等。

