



联系我们
更新时间:2025-06-07 19:23:53 ip归属地:成都,天气:多云转阴,温度:22-32 浏览次数:30 公司名称:聊城 金海金属材料(成都市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |
| 范围 | 设备结构用无缝钢管生产基地位于【聊城】,供应范围覆盖四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市等区域。 |




酸洗钝化无缝钢管价格涨 需求缩减
15日福州酸洗钝化无缝钢管价格上涨,市场成交一般。截至发稿时,Ф57*3.5mm临沂金正阳报5450元/吨,Ф108*4.5mm金正阳报5400元/吨,磐金报5400元/吨,Ф219*6mm金正阳报5400元/吨,磐金报5400元/吨。
今日山东热轧管坯价格暂稳,山东主流管厂价格部分上涨,福州市场部分商家价格跟涨。据了解,山东地区由于天然气供应紧张,大部分管厂产线推迟复产,具体复产时间待定,个别管厂开通1-2条无缝管产线,目前山东管厂无缝管资源紧张,商家配货根据厂里现有规格进行采购。目前福州市场酸洗钝化无缝钢管有部分常用规格库存相对紧缺,且市场报价混乱,商家主要以出货为主。受公共事件影响,工地大部分停工,外地工人分批次回乡,下游需求逐步缩减,市场出货趋弱。综上,预计下周福州酸洗钝化无缝钢管价格盘整运行。



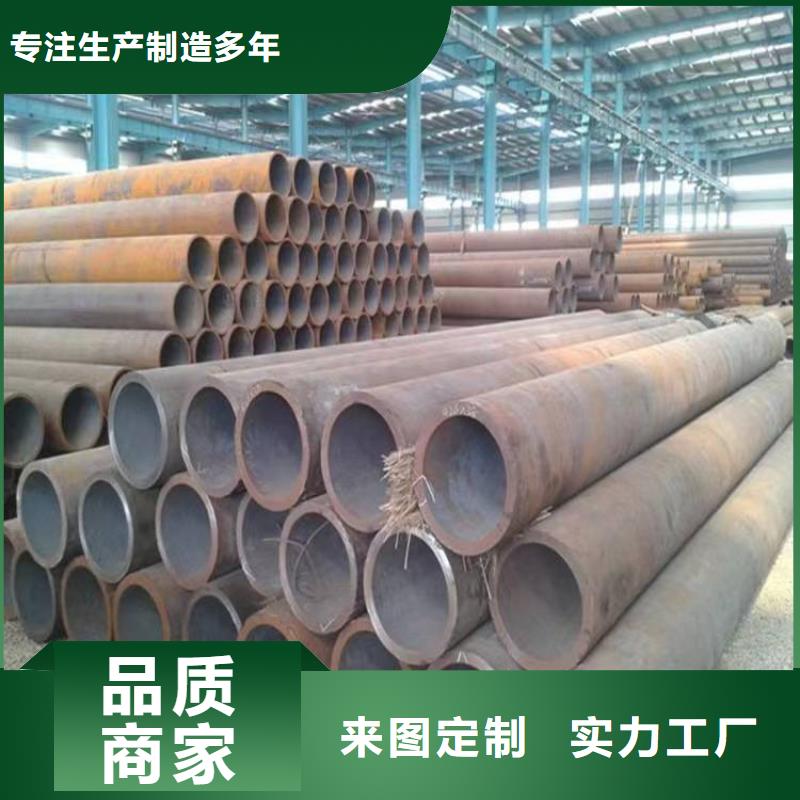
金海金属材料(成都市分公司)拥有一支经验丰富、技术创新的专业【合金钢管】研发团队。优质创新、诚信合作、互惠互利、共同发展是金海金属材料(成都市分公司)持续发展的永恒目标。


无缝钢管市场持续弱势运行;钢材价格上涨国内无缝管出现短暂的价格上涨很快又呈现回落态势。目前无缝钢管国内外市场需求小所致,而仍维持高位的产量,进一步打压了市场售价。目前,各家无缝钢管厂都在尽力增加产量,以确保微薄的利润,而市场竞争的激烈程度也愈演愈烈。
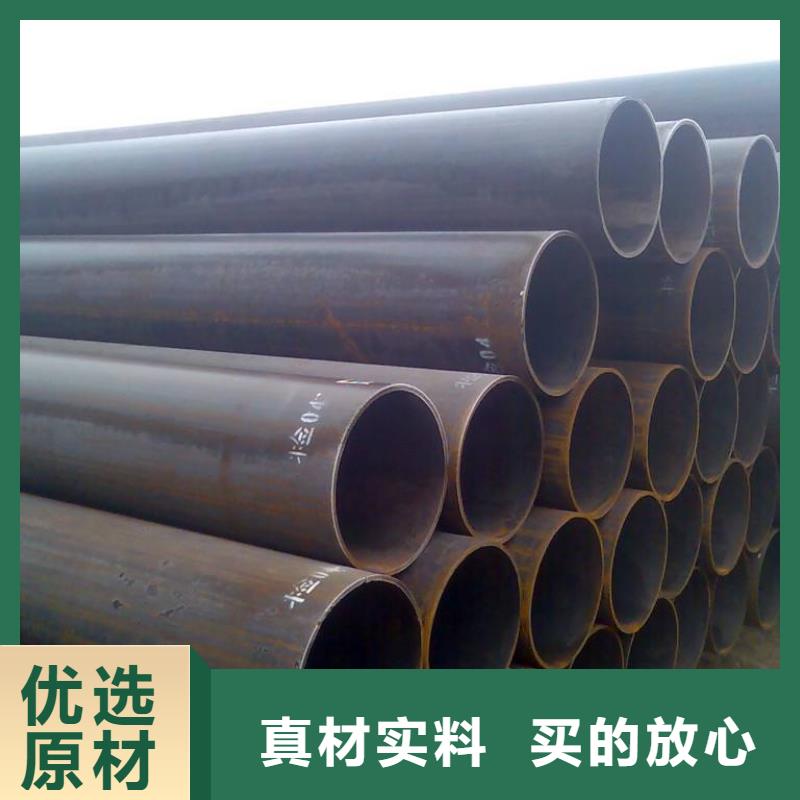
从2011年至今,钢铁行业供大于求的局面进一步加剧,尤其是无缝管行业在2008年后产能急剧释放,使得国内对无缝钢管行业如此大的产能出现了“消化不良”。再加上国外主要无缝钢管需求市场相继对我国出口实施反倾销、反补贴,我国无缝钢管行业用“内忧外患”来形容并不为过。而今年随着国际无缝钢管巨头——俄罗斯管材冶金公司(TMK)沙特无缝钢管厂的投产,后期也存在中东地区“双反”的隐患,我国在传统市场的优势也在逐渐减弱。
我国无缝管产量维持上升 , 今年前3个月的产量走势上涨势头减弱。2009年至今无缝钢管月产量变化曲线可以看出,2014年前两个月无缝钢管产量大幅下降,但仍高于往年同期水平;而3月份的反弹势头也较其他年份要迅猛得多,。产量的迅速恢复也压制了4月份上涨的持续时间。而从4月份各厂生产的情况来看,多数管厂仍以确保产量为目标,因此第二季度的无缝钢管产量持续高位,甚至同比小幅增长的可能性较大。第二季度的价格走势取决于大宗钢行情的走势,而近两年钢材对原料走势这也是过剩行业的运行特点之一。


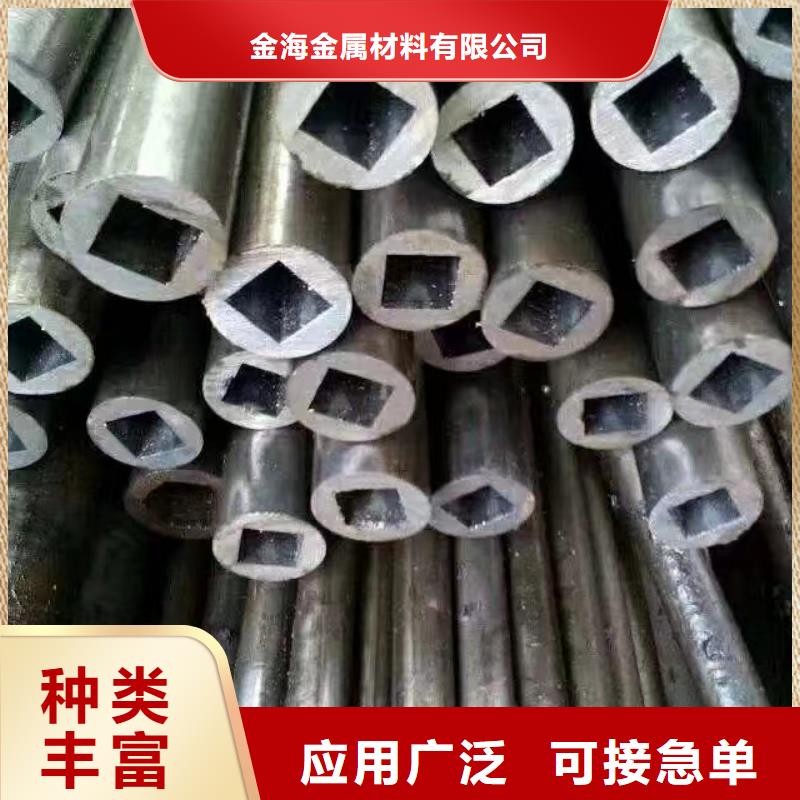
无缝钢管的应用领域很广,很多机械、工程都会使用到,那么它究竟是怎么生产出来的呢?今天就由小编带大家来认识一下无缝钢管的生产方法。
1、减径轧制和定径轧制
虽然在终调整外径的减径轧制和定径轧制方面没有值得特殊介绍的技术发展,但大口径定径机有许多也采用了三辊式定径机。采用三辊的缺点是辊距无法变更,因此机架的台数多,但近出现了辊距可变的轧机,还提出了四辊减径机的想法。今后芯棒式无缝管轧机和定径机及张力减径机的直接连接技术也将引起人们的关注。以上所述的钢管领域中的高合金穿孔用芯棒的开发和芯棒及毛管坯导槽润滑剂的开发等与摩擦学技术有很大的相互关系,因此希望长寿命化技术有进一步的发展。
重庆无缝钢管厂家
2、拉伸轧制
芯棒式无缝管轧机已向大型化和紧凑化方向发展。机架数由7~9机架减为4~5机架,穿孔机和芯棒式无缝管轧所需的能源消耗共计可减少20%左右。在芯棒式无缝管轧机的控制技术中,为减少其后在张力减径机中管端壁厚的切头损失,开发了管端预先减薄成形技术,即用芯棒式无缝管轧机预先将管端减薄的成形技术,并在钢管轧机上首次采用了油压压下装置。
3、穿孔轧制
使用方钢坯的PPM(压力辊穿孔机)已被替换为使用圆钢坯的斜辊穿孔机。圆锥形穿孔机的优点是具有旋转锻造的效果和抑制圆周方向剪切变形的作用,因此可以抑制钢管内面的缺陷,可用于难加工性材料的穿孔,尤其是可以用于扩孔和薄壁穿孔。采用普通穿孔机时,壁厚/外径比(T/D)的极限为大约6%,而采用圆锥形穿孔机时能进行T/D为3.2%的薄壁管穿孔。


