
无需繁琐的文字描述,观看我们的视频,让止水铜片-土工布让客户买的放心产品一览无余!
以下是:河北保定止水铜片-土工布让客户买的放心的图文介绍

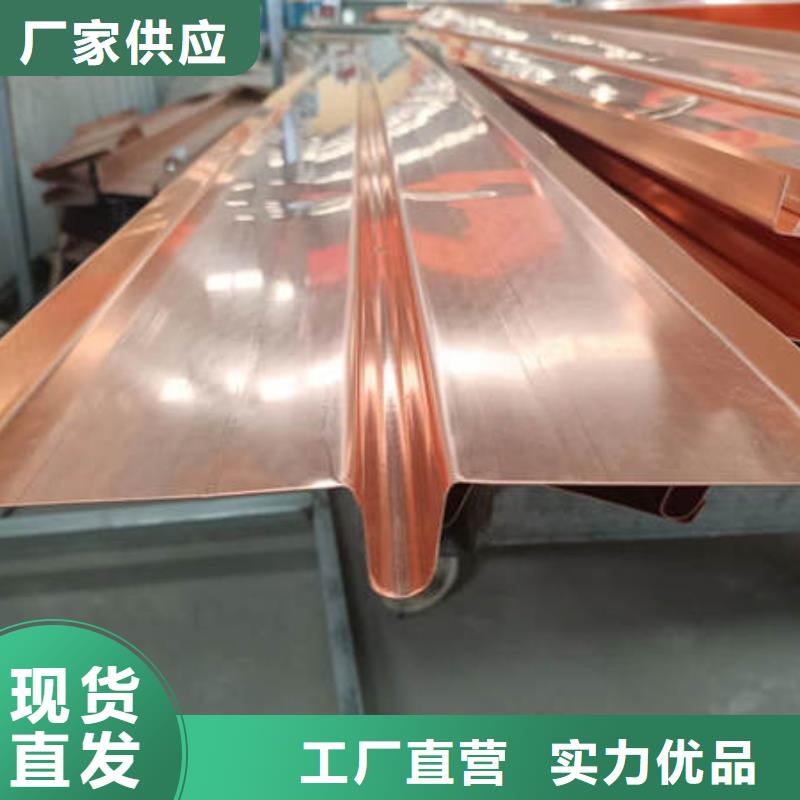
热轧是加工的首道工序,也是表面质量控制的关键工序。在加热阶段,炉内气氛、温度、加热时间及接触炉底的质量均对带坯质量有明显影响。加热、热轧工序造成的表面缺陷也较为严重,主要表现在加热延时造成氧化皮偏厚、炉底氧化渣压入铸锭及热轧爆皮效果差等;铣面工序如果铣不净、漏铣、刀花大等,都会直接引起带材表面出现起皮、掉渣和孔洞等现象。河北保定止水铜片 控制炉内气氛、严格执行加热工艺、定期检查和及时维护炉底,是减少铸锭严重氧化、氧化渣压入及晶粒粗大的关键.在铣面时,铣刀刀片质量、一致性、铣刀的振动以及减少铣屑压入等都是铣面质量的关键,同时严格铣面工艺,控制铣削速度以解决刀花大等问题.对局部未洗净的氧化坑等在轧制时应进行打磨修理,以带坯整体质量.另外对铣面的带材应重视卷取质量,防止层间存在间隙,在吊运等过程中会因层间错动造成表面划伤,表面质量留下隐患.也可以采用层间衬纸或其他耐磨柔性材料(如蛇皮布、无纺布等)的方式减少层间擦划伤,层间滑动对带坯表面的损伤。


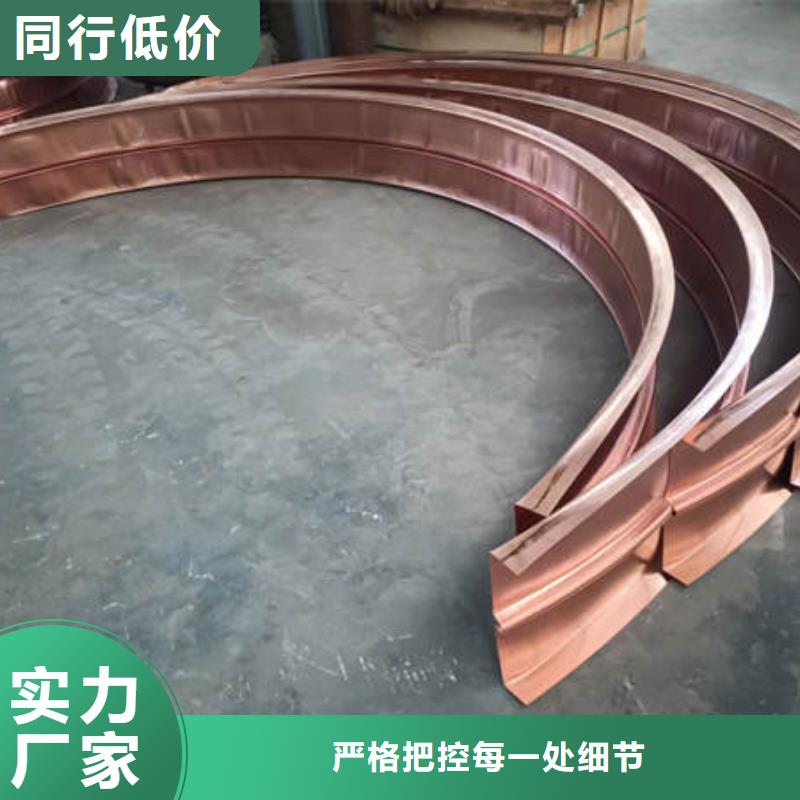
退火工艺除了罩式炉退火,还可采用气垫式退火。气垫式退火主要用于薄带的退火,较钟罩式炉退火,其带材表面质量更优。气垫式退火有脱脂洗、退火、酸洗、清刷(抛光)、热水洗、钝化、烘干等功能。引起表面腐蚀的原因主要有清洗的水中CL含量过高、钝化剂残留在带材表面等;另外还会由于清刷工序中刷子质量、清刷压力等造成表面刷痕。由于气垫炉工序长,带材接触的辊子多,如果辊子表面黏有污物、破损等,带材表面会产生硌坑、麻点和小鼓包等物理缺陷。 河北保定止水铜片 铜止水清洗主要采用酸碱洗工序对带材表面进行清洗,主要有脱脂洗、热水洗、酸洗、清刷、热水洗、钝化和烘干等功能。该工序主要存在带材表面残油大、洗不净、清洗的水中Cl-含量过高及钝化剂残留,这些都会造成化学腐蚀斑痕;同时也存在表面刷痕等物理缺陷。



晶凯工程材料(保定市分公司)是专业的 波纹管生产厂家,公司位于高新区。我厂实力雄厚、秉承“诚信服务,至上”的原则,以质量di yi,用户至上的原则赢得了广大客户的信任。我厂专注于打造 波纹管的领先品牌的宗旨,多年来虚心听取多方意见,严把产品质量关。请您及时给我们指正,真诚期待您的宝贵意见。


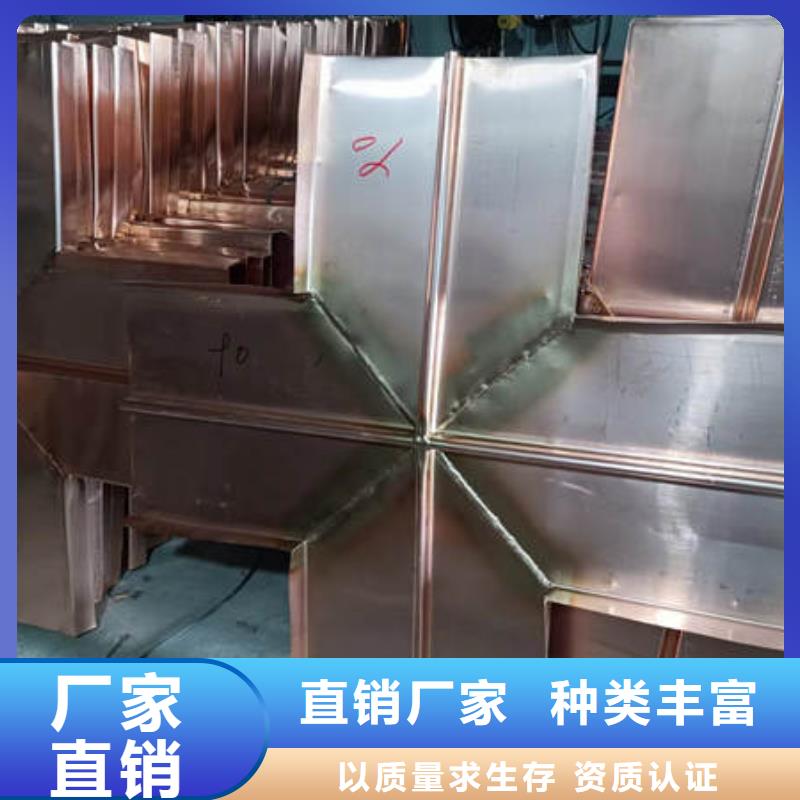
紫铜止水钢板具体施工步骤: 1、先将两根12#钢筋垂直于底板固定,将止水钢板置于两根钢筋中心,经过一根水平钢筋穿透止水钢板,并在水平钢筋上面焊接止水环,将止水环和止水钢板之间满焊连接。止水钢板宽度不小于400mm,别离埋入底板砼中200mm,该先浇砼应高于底板上外表200mm以上,钢板厚度不小于3mm,为钢板施工时具有必定的刚度,好钢板长方向两边50mm折边,约折30度边; 2、待止水钢板基本就位,钢板之间应尽量减少托言,钢板之间的接口可选用搭接焊接,搭接长度宜大于400mm,焊缝必须满焊。钢板止水带和橡胶止水带相比,优点不如橡胶止水带,一个显着的缺点便是生锈,后期处理麻烦,所以尽或许选用橡胶止水带施工;河北保定止水铜片 3、装置方向问题,无论是水平钢板止水带仍是竖向钢板止水带,必定要使两翘曲面装置方向朝迎水面; 4、止水钢板一般都是装置在后浇带方位、有防水要求的地下室侧墙板分隔缝或施工缝处,露出在外周期长,要做好防护处理,比如说涂刷防锈漆等办法。


