



联系我们

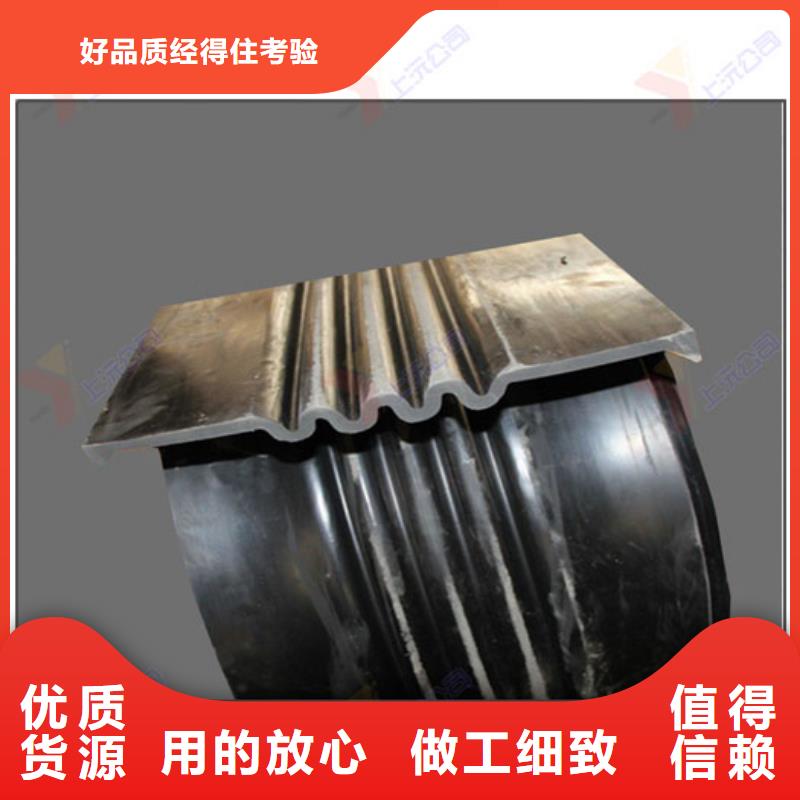
橡胶止水带 橡胶支座买的是放心
更新时间:2025-06-05 10:33:52 ip归属地:靖江 浏览次数:53 公司名称:衡水 上沅工程技术(靖江市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |
| 范围 | 生产基地位于【衡水】,供应范围覆盖江苏省 泰州市 靖江市、海陵区、高港区、兴化市、泰兴市、姜堰区等区域。 |


上沅工程技术(靖江市分公司)十年专注 万向转动支座,资源充足,库存大,价位特低。本公司承诺时刻向顾客提供精心制作材质优良的产品,以满足顾客要求。我们的理念是以实际的经营手法为顾客设计生产他们需要的产品,成为国内外使用高标准、高技术、要求的厂商。



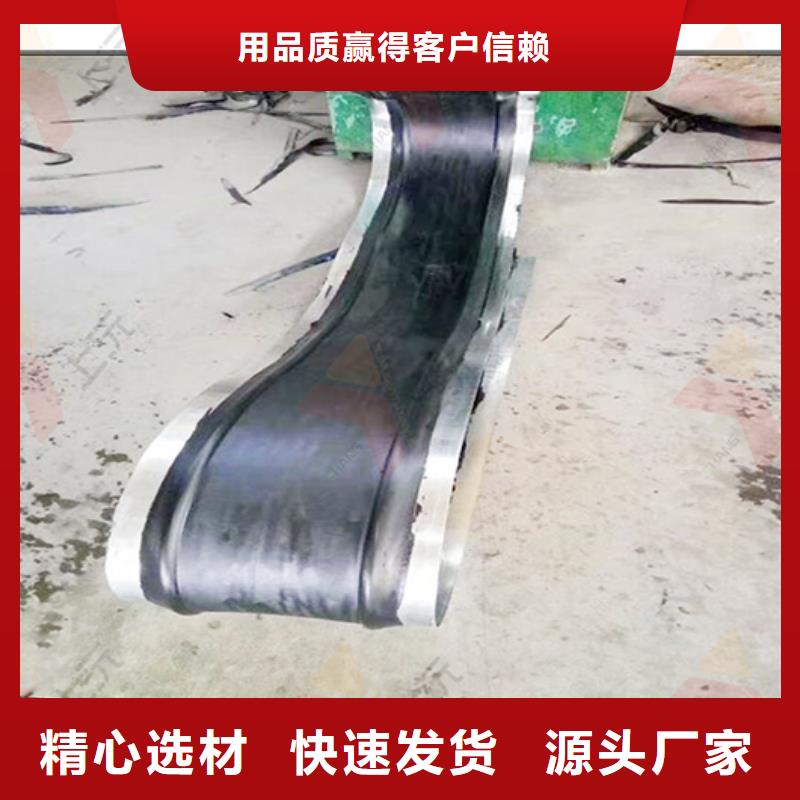
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



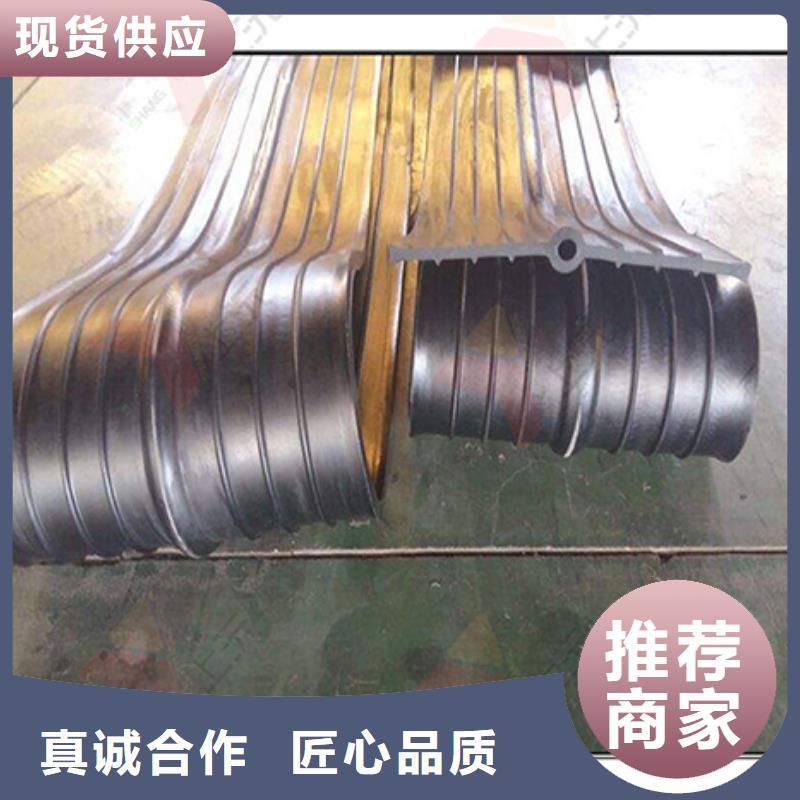
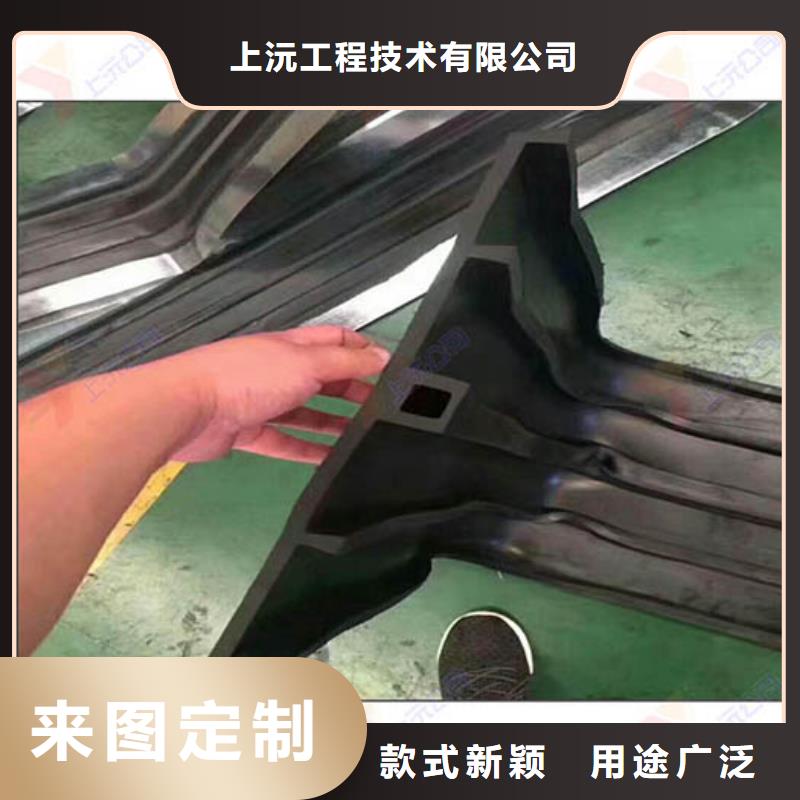
中埋式钢边橡胶止水带组成,按沉管施工分段施工工艺,钢边橡胶止水带在橡胶厂订做,出厂时的钢边橡胶止水带有直线段和十字接头两种型式,钢边橡胶止水带十字接头用在水平施工缝和竖向施工缝的交接点上,直线段用在水平或竖向施工缝,两者用热熔接的方式连接成整体,终形成施工缝橡胶防水,中埋式钢边橡胶止水带连接方法;中埋式钢边橡胶止水带熔接前需准备好熔接接头、熔接模具、生胶片、橡胶与钢片连接剂、打磨工具、干净布等 中埋式钢边橡胶止水带熔接方法如下:将钢边橡胶止水带两头,即直线段与十字接头连接端各大约100mm处的橡胶割掉,用工具,如砂轮将钢边打磨光滑。将钢边橡胶止水带需要熔接的两端头搭接处中间留下长30~40mm的空间用于接头熔接、干净生胶片的连接。如果生胶片占有灰尘须用干净布擦干净灰尘或用打磨机将生胶片表面打磨干净后才能使用.


