

我们为您呈现了一部精彩绝伦的冷拔管源头实体厂商产品视频,让您感受产品的独特之处。
以下是:冷拔管源头实体厂商的图文介绍

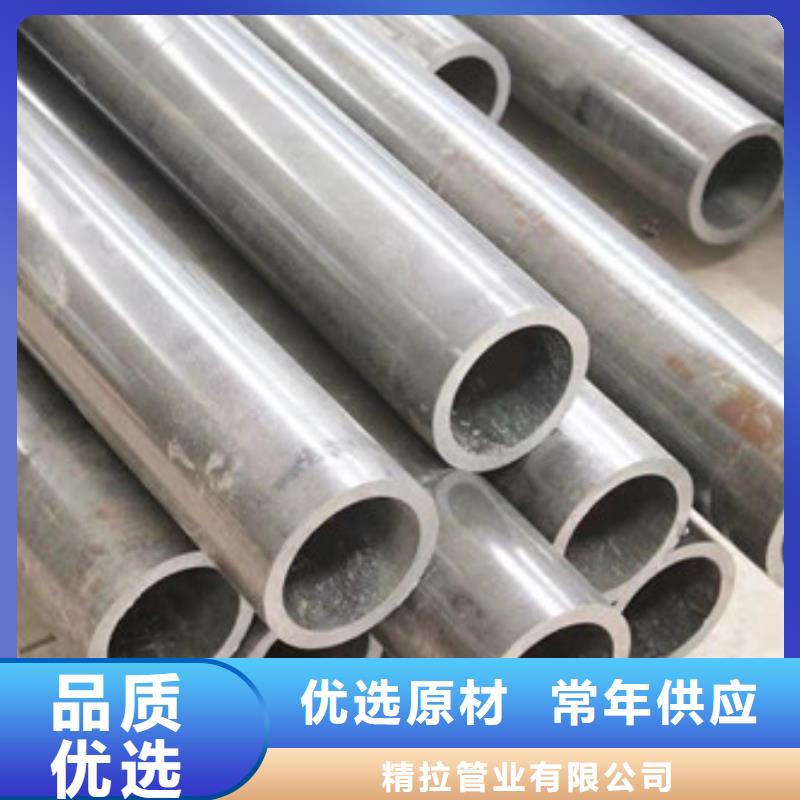
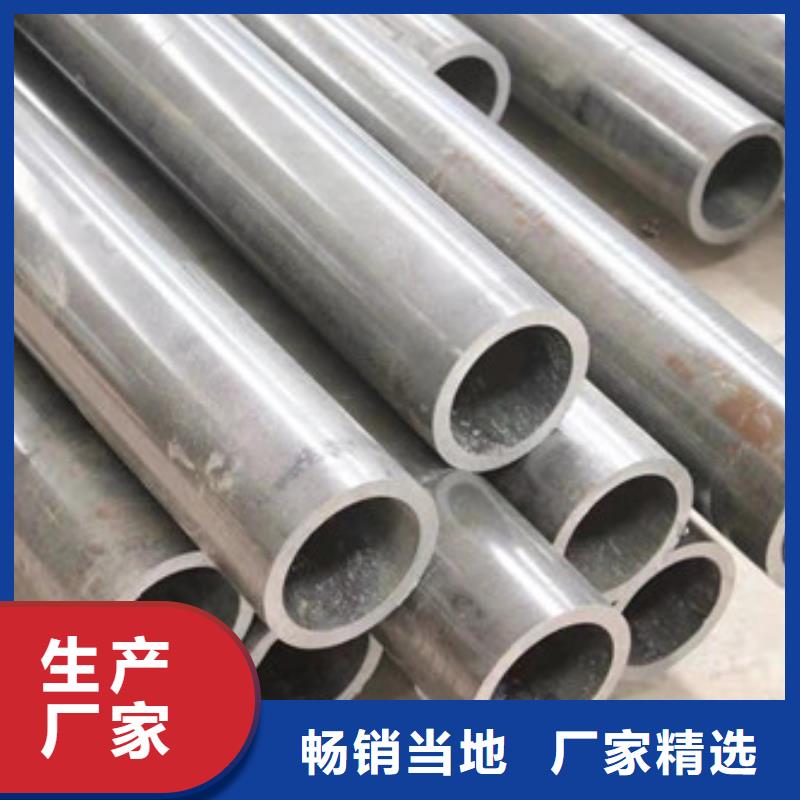
冷拔管是一种比较重要的钢管类型,在很多的情况下都是能够用到的,一般而言,冷拔管在建筑工程中要注意各种的施工,也要注意材料的选择,一般都是要用到,特别是在铁路建设,桥梁施工以及厂房和厂子建设中都是能够用到的。冷拔管依靠是传统工艺,依据的是耐力和压力,还有强大的抗腐蚀和抗酸碱的能力,这样的话冷拔管在各种的环境条件下都是可以使用的。
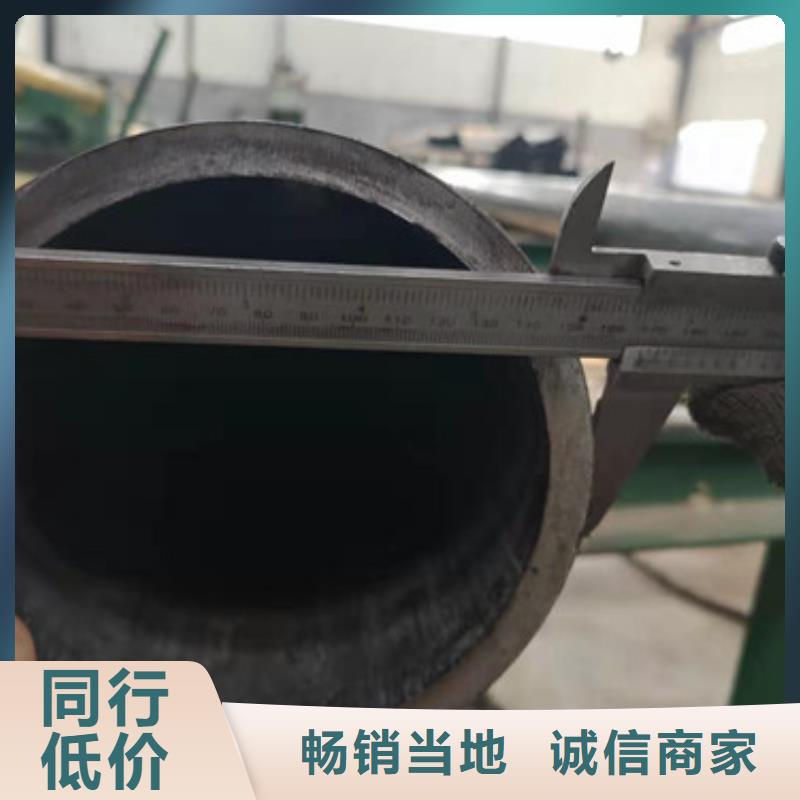
冷拔管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可至0.2mm以内,在搞弯、抗扭强度相同时,重量较轻,所以广泛用于制造机械结构、液压设备、汽车零件, 钢筋套筒。
冷拔管去产能的方式和方法是多样性的,对于冷拔管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话冷拔管行业才能够获得更好地发展,不然的话冷拔管行业是不能更好地进行发展的。


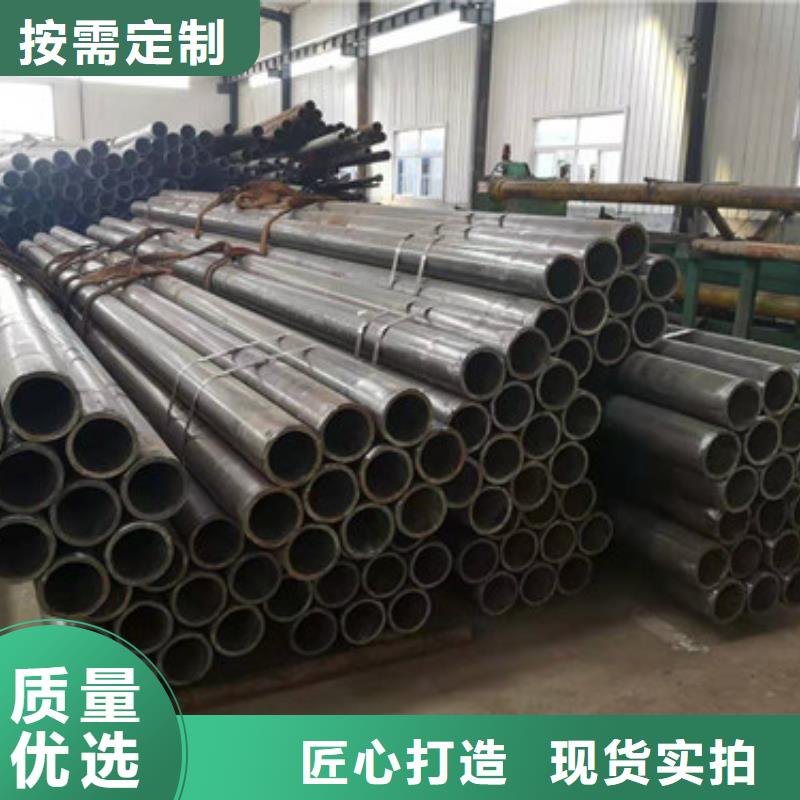
仓库充裕,诚信商家,发货及时,速度快。本公司产品都通过各部门]严格质检,产品没有质量问题方可发货。完整科学的质量管理体系,
实力和产品质量获得业界的信赖,欢迎各界朋友莅临参观、指导和业务洽谈。




冷拔管技术包括连轧、冷拔管、三辊轧管、CPE顶管、挤压管等。其中20#冷拔管是20世纪90年代才发展起来的技术,因其英文名称为:Accuracy Rolling, 也简称为AR轧管。该技术工艺流 程短、操作灵活、钢种面宽,深受行业推崇。随着发展,该技术也出现的一定的问题。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。
孔型封闭性差:20#冷拔管机孔型中封闭较好的变形段是轧辊喉径,从喉径处往前、往后孔型的封闭性均较差,这对轧制薄壁管不利。轧制薄壁管和极薄壁管导盘消耗量较大:在轧制D/S≥38的荒管时,宽展量大,导盘间距收小,导盘与轧辊之间的间隙小,导盘磨损量大,还容易造成导盘崩边。轧制荒管头尾削尖技术:在连轧管机上将毛管两端削尖减薄是很困难的,因为轧制压力太大,同时也没有用来改变孔型尺寸的适当时间,轧制速度太高。但在20#冷拔管机组上,毛管的轧制速度约为连轧管轧机速度的1/6,在轧制管端时就由时间来改变轧辊压下以便得到所希望的管段减薄削尖,以利于张力减径提高成材率,今后,这是一个研究点。


热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 冷拔管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。冷拔管的规格用外径*壁厚毫米数表示。冷拔管分热轧和冷轧(拨)冷拔管两类。热轧冷拔管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)冷拔管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧冷拔管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
冷拔管去产能的方式和方法是多样性的,对于冷拔管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话冷拔管行业才能够获得更好地发展,不然的话冷拔管行业是不能更好地进行发展的。在治理产能过剩的时候冷拔管是去产能的主题,要不断地进行淘汰去产能的力度和各种的市场行情对于冷拔管去产能的发展是更加的方便的,因此对于厂家而言要不断地进行技术的创新,政策也是要进行进一步的发展和扶持的。
冷拔管去产能的方式和方法是多样性的,对于冷拔管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话冷拔管行业才能够获得更好地发展,不然的话冷拔管行业是不能更好地进行发展的。在治理产能过剩的时候冷拔管是去产能的主题,要不断地进行淘汰去产能的力度和各种的市场行情对于冷拔管去产能的发展是更加的方便的,因此对于厂家而言要不断地进行技术的创新,政策也是要进行进一步的发展和扶持的。



