


为了让您更地了解我们的螺旋管 L254N管线管用品质赢得客户信赖,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:贵州毕节螺旋管 L254N管线管用品质赢得客户信赖的图文介绍


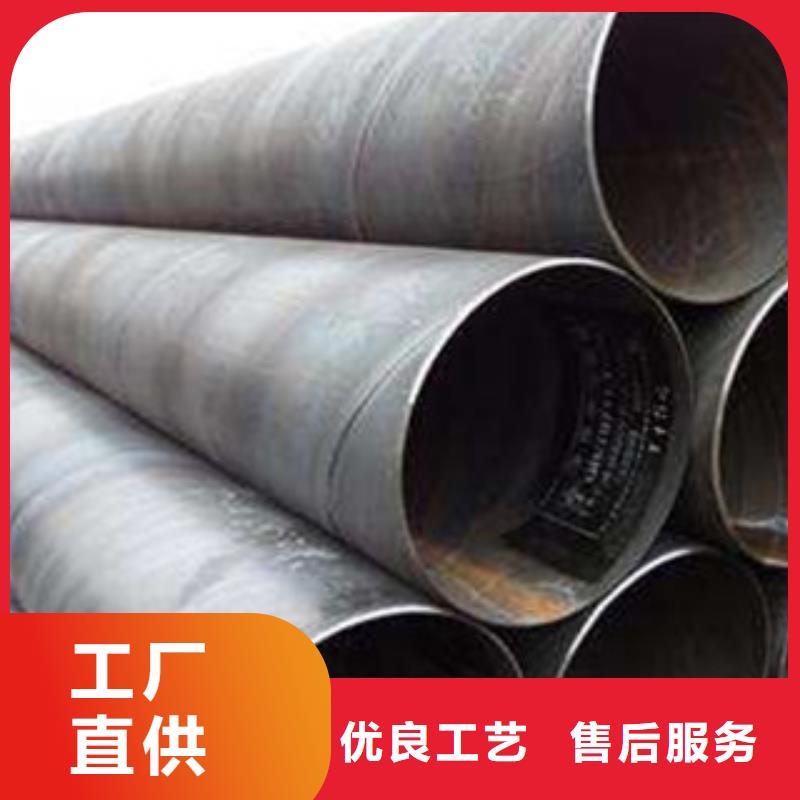
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。概述内容:工业电视内检设备:检验内焊焊缝外观质量。磁粉探伤仪:检验大口径钢管近表缺陷。超声波自动连续探伤仪:检验螺旋钢管全长焊缝的横向和纵向缺陷。超声波手动探伤仪:对大口径钢管缺陷的复检、补焊焊缝的检验及水压后焊缝质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。
X射线自动探伤机及工业电视显像设备:检验螺旋钢管全长焊缝的内部质量,灵敏度不低于4%。X射线拍片设备:对原始焊缝及补焊焊缝进行检验,灵敏度不低于2%。
2200吨水压机及机自动记录系统:检验每根大口径钢管的承压质量。



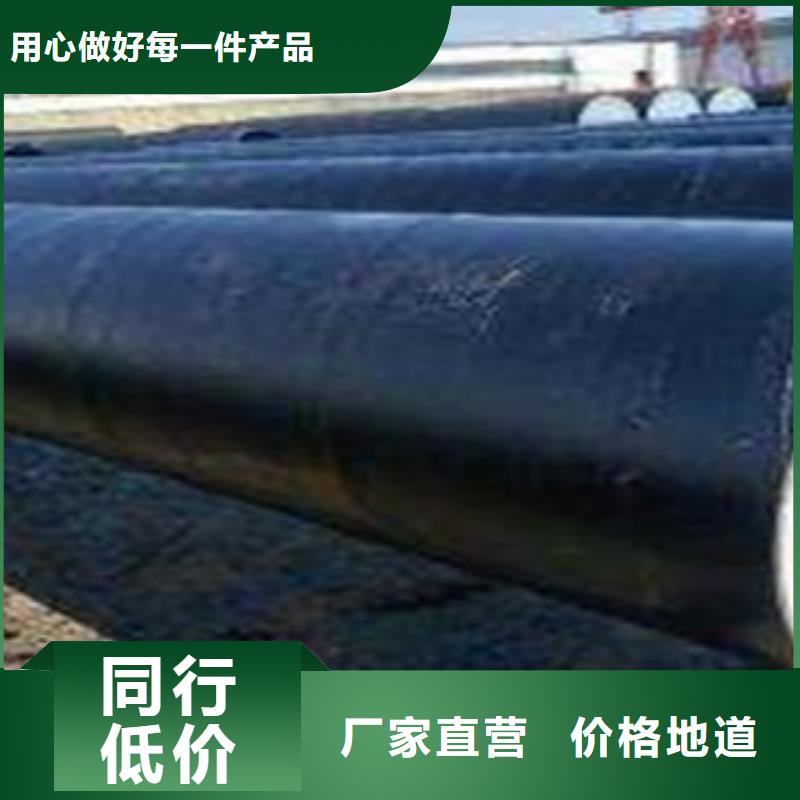
钢兴钢管(毕节市分公司)一直坚持“科学技术是主要生产力”的指导方针,不断探寻、研究、改进生产工艺,推出更具市场竞争力的高质量 流体管产品,满足不同客户的多样化需求。在生产过程中实现了全封闭、无粉尘的自动化控制,减少了中间污染环节,确保了 流体管产品质量的稳定,有效地改善了环境。


韧性和疲劳强度:管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。现场可焊性:现场的可焊性主要是由钢管的材质和端口配合尺寸公差决定的。
考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。
考虑到钢管安装施工的要求,钢管加工生产的连续性的和外形几何尺寸的一致性尤为重要。



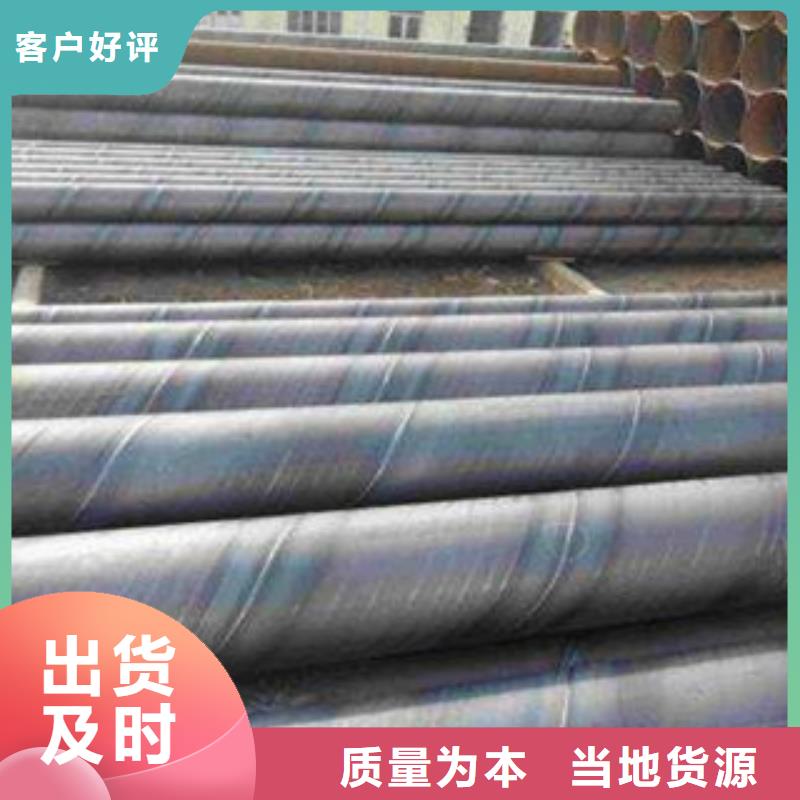
螺旋钢管主要工艺特点:成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。
致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。



垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。质量检测:螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。