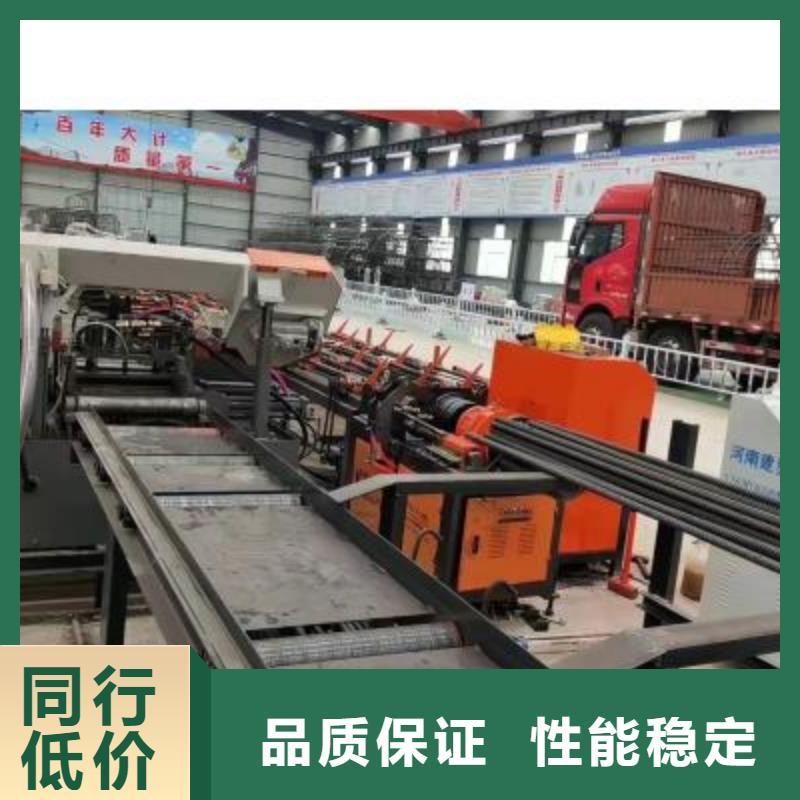




生产线-五机头钢筋弯箍机闪电发货产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:生产线-五机头钢筋弯箍机闪电发货的图文介绍
建贸机械设备有限公司(秦皇岛分公司)以“”、“诚信协作”、“互助共赢”为公司理念,以推广和应用为己任,始终把高新技术【钢筋弯曲中心】产品作为对未来市场竞争的积j i把握,积j i开拓国内外市场,并一如既往的积j i配合客户所需。放眼未来,我司将发展成为具有一定规模和影响力的专业厂商。我们真诚地期待与您的合作!



数控钢筋锯切套丝生产线介绍:数控钢筋锯切套丝线,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。2, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。



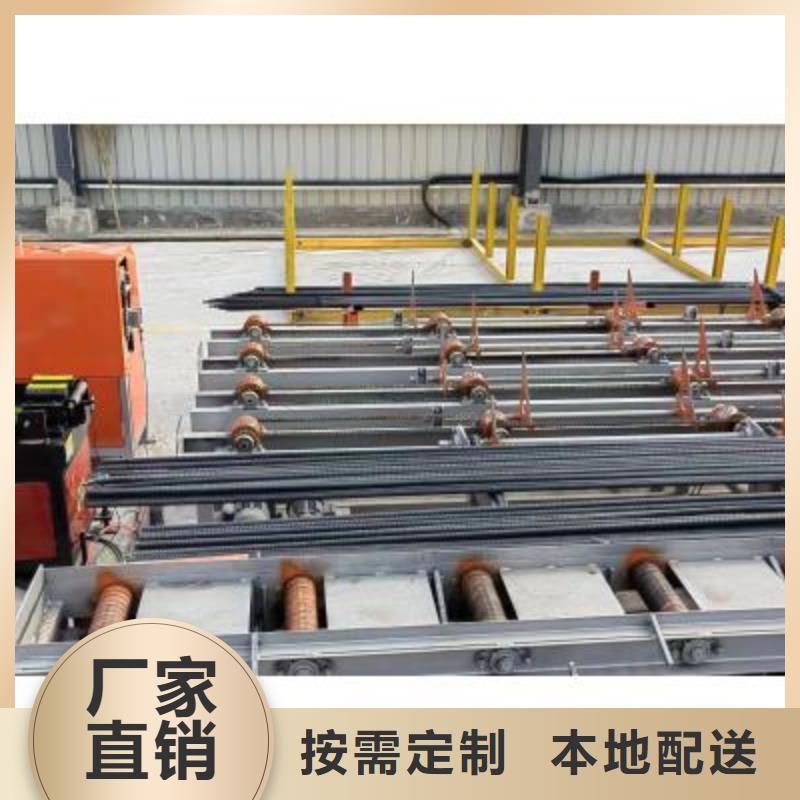
传统的锯切方式是由工人人工定尺,整个加工技术流程工序十分繁琐,而且过程中需要劳动人员多、且钢筋加工工人的费用颇高,特别是所有的加工工序如钢筋的调直、弯曲、切断不能一次完成,基本每道工序都需要单独的简易设备进行搭配,各工序均需配备专职人员及小型设备进行分工加工,才可完成箍筋加工成型,对人力物力利用率十分低下,很大程度上都无法确保建筑工程质量以及施工工期。1、数控钢筋锯切套丝打磨生产线,钢筋锯切、墩粗、套丝、打磨工艺实现了自动化生产,提高了套丝生产设备的自动化程度 并减少了劳动力。2、全机配备横向上料装置,上料方便,自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋。3、钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力。4、短的时间实现从原材料到两端套丝半成品,具有智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作。



锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.钢筋锯切效率:锯切单次时间锯切双次时间28mm2分钟(50秒切断70秒备料到位与卸料)4分钟8小时加工量(9M)单次切支数N15总支数N1800总重量T78.25有效率(0.8)62.608小时加工量(12M)总重量T104.33有效率(0.8)83.46钢筋套丝效率:套丝单次时间套丝双次时间28mm45秒(20秒套丝+25秒备料准备与卸料)1.5分钟8小时加工量(单头套丝)单次套丝支数N2总支数N1280总重量T9m55.6412m74.18有效率(0.8)T9m44.5212m59.368小时加工量(双头套丝)总支数N640总重量T9m27.8212m37.09有效率(0.8)T9m22.2612m29.68



数控钢筋锯切套丝生产线是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料, 套丝方便。锯床采用的双面夹紧锯床。2,通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,可锯切各种长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快, 便后维护。