以下是:山东省枣庄市焊管-无缝钢管现货充裕的产品参数
以下是:山东省枣庄市焊管-无缝钢管现货充裕的图文视频
【鹏鑫】业务覆盖多元场景,提供以下产品和服务:
山亭焊管厂、
峄城焊管、
莱芜焊管、
菏泽焊管等。
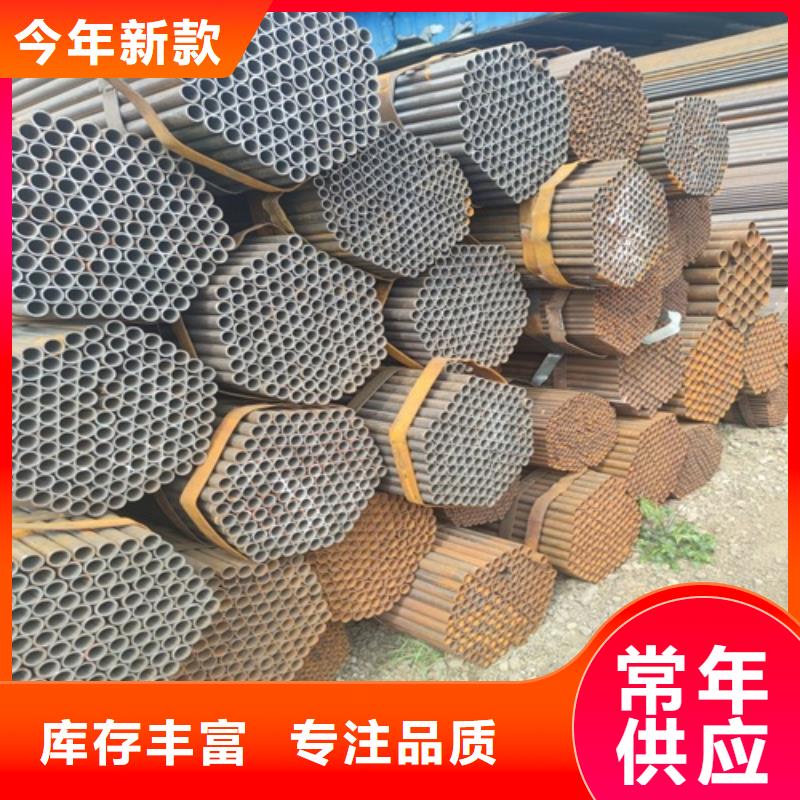
焊管-无缝钢管现货充裕,
鹏鑫钢铁(枣庄市分公司)为您提供
焊管-无缝钢管现货充裕的资讯,联系人:
李经理,电话:
【0527-88266888】、【0527-88266888】。 山东省,枣庄市 枣庄市,别称煤城,山东省辖地级市,位于山东省南部,东与临沂市平邑县、费县、兰陵县接壤,南与江苏省徐州市的铜山区、贾汪区、邳州市为邻,西接济宁市微山县,濒临微山湖,北与济宁市的邹城市毗连。介于东经116°48′—117°49′,北纬34°27′—35°19′之间,东西宽56千米,南北长96千米,总面积4564平方千米,占山东省总面积的2.97%。截至2022年10月,枣庄市下辖5个市辖区、1个县级市。截至2022年末,枣庄市常住人口382.97万人。
焊管-无缝钢管现货充裕的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:山东枣庄焊管-无缝钢管现货充裕的图文介绍


Q345C直缝焊管检验标准 Q345C直缝焊管几何尺寸及外形检查方法: 1、壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录; 2、外径、椭圆度检查:卡规、游标卡尺、环规,测出点; 3、长度检查:钢卷尺、人工、自动测长; 4、弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度; 5、端面坡口角度和钝边检查:角尺、卡板。 Q345C直缝焊管在检查好几何尺寸及外形后,还要做化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。



鹏鑫钢铁(枣庄市分公司)把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 焊管原料开始,实行层层把关制, 焊管产品质量多年稳定提高,不断改进。鹏鑫钢铁(枣庄市分公司)以满足贵公司的需求为宗旨,不仅为您提供高品质的 焊管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


山东枣庄焊管常用材质为:Q235A,Q235C 山东枣庄直缝焊管生产工艺简单,生产效率高,成本低,发展较快。 山东枣庄螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊. 山东枣庄焊管广泛应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是中国开发的二十个重点产品之一; 作液体输送用:给水、排水; 作气体输送用:煤气、蒸气、液化石油气; 作结构用:作打桩管、作桥梁; 另外也可作为码头、道路、建筑结构用管等。



山东枣庄Q235B螺旋焊管是螺旋焊管中*常使用的材质,也叫碳钢螺旋焊管,Q是指屈服强度,235是屈服强度数值为235Mpa,B则是材料等级。Q235材料按等级可以分为A、B、C、D四个等级,其中B级使用*多,A级钢现在基本被B级钢所取代,C级钢和D级钢使用较少,主要适用于较低温度的环境中。 山东枣庄Q235B螺旋焊管是带钢或是卷板,经常温冷挤压成型然后焊接而制成的焊缝为螺旋状的焊接钢管,具有生产效率高,焊接性能好,价格便宜等优点。因此很多工程中都能看到它的身影。Q235B螺旋焊管按照制造标准可以分为国标和部标,两者的*大区别就是检测中对焊缝的要求不同,其余部分基本相同。 国标Q235B螺旋焊管常用于短距离输送石油天然气、热力输送管道,市政工程,而部标Q235B螺旋焊管则主要应用于供排水工程,打桩工程,污水管线等项目中。

焊管-无缝钢管现货充裕,鹏鑫钢铁(枣庄市分公司)专业从事焊管-无缝钢管现货充裕,联系人:李经理,电话:【0527-88266888】、【0527-88266888】,以下是焊管-无缝钢管现货充裕的详细页面。