



文字再美,也抵不过视频中的球墨铸铁管 陶瓷球墨铸铁管甄选好厂家产品真实呈现,赶快点击观看吧!
以下是:球墨铸铁管 陶瓷球墨铸铁管甄选好厂家的图文介绍
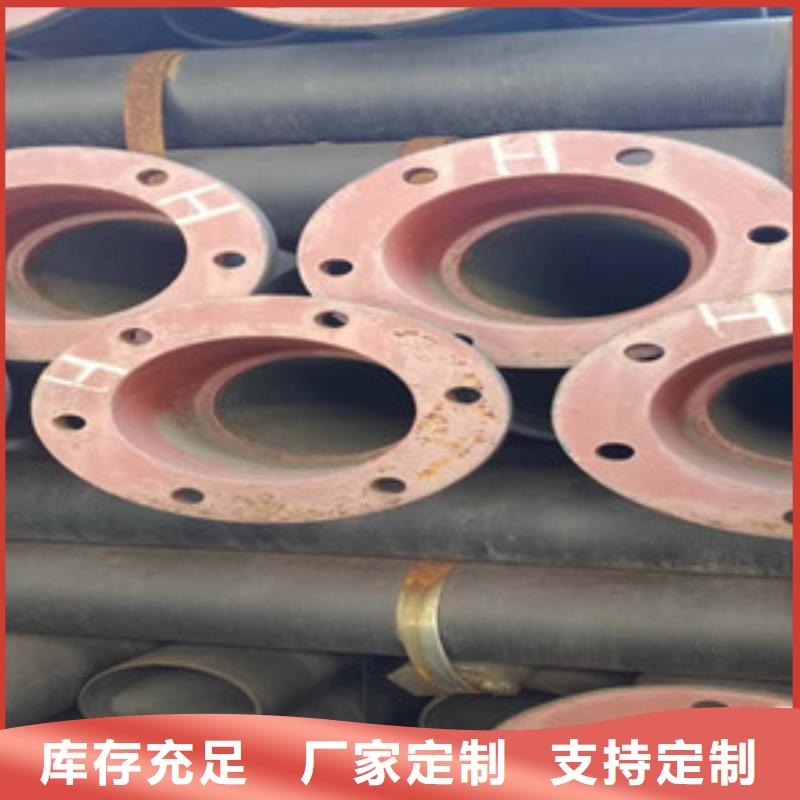
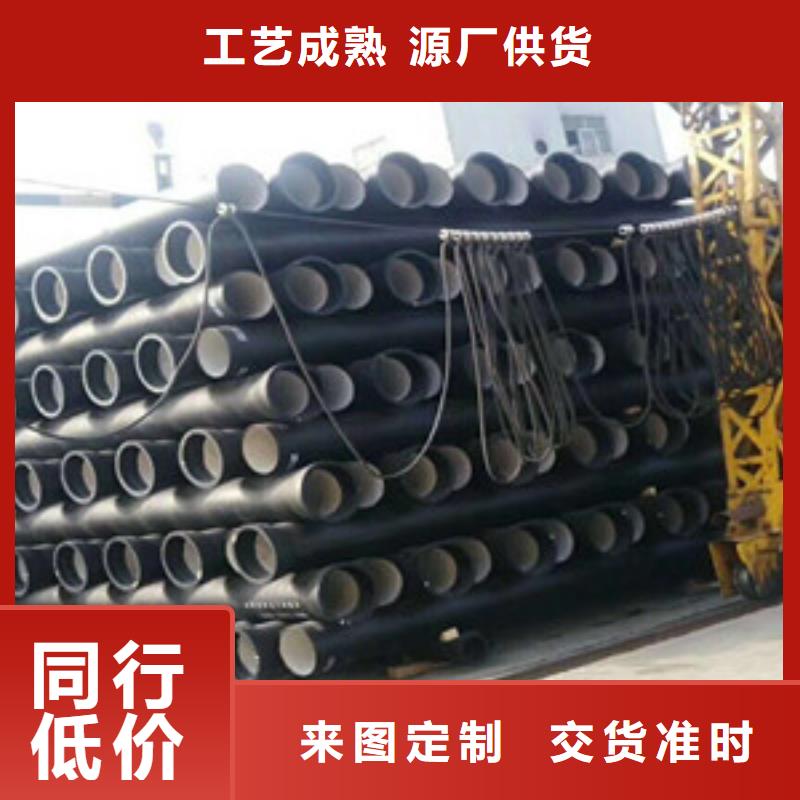
格瑞管业(武强县分公司)是衡水武强本地一家有较大规模的现代化 k8球墨铸铁管企业。 k8球墨铸铁管产品实行严格的科学管理和完善的检验制度,限度的满足用户的需要,特殊规格可按样品、视图纸制造, k8球墨铸铁管产品深受国内外客户好评。



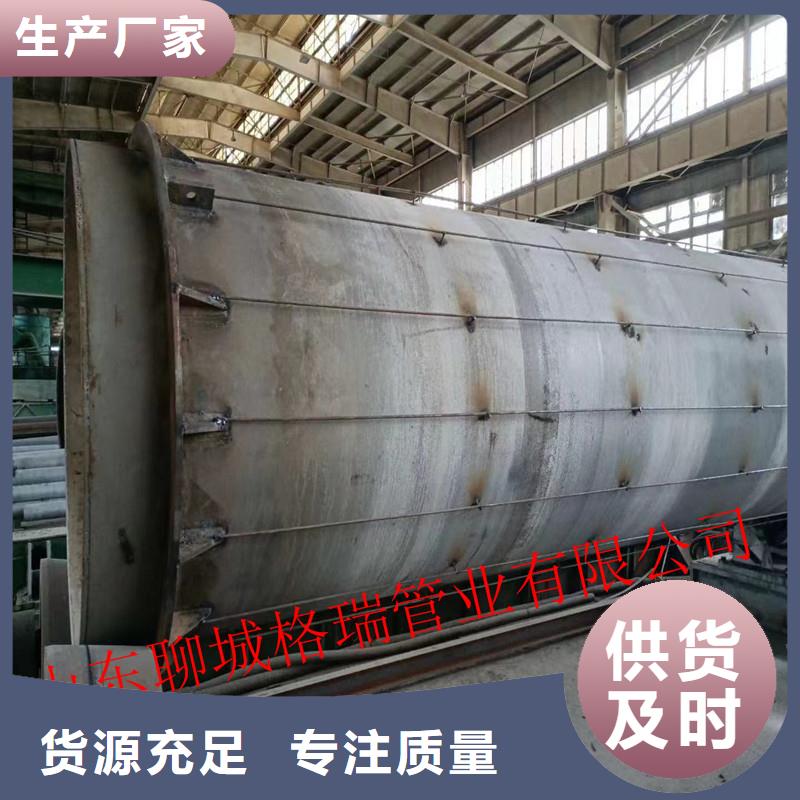
衡水武强球墨铸铁管因此,我们把模样及浇注系统分开上涂料,烘干后在组装起来,并进行必要的修补、烘干,供浇注用。模样的烘干温度为45℃±5℃。衡水武强格瑞衡水武强球墨铸铁管消失模铸造涂料用浸涂法施涂,有生产效率高,节省涂料、涂层均匀等优点。但由于泡沫模样密度小(与涂料密度相差几十倍),且本身强度又很低,浸涂时浮力大,衡水武强球墨铸铁管因此仅适用于模样可浸入或半浸入涂料中的中小型管件。大口径衡水武强球墨铸铁管件泡沫塑料模样,只能用喷淋、刷涂、淋涂的方法施涂。为此,我们在涂料槽底部加装一泥浆泵,联接上喷淋管,使涂料可源源不断的从管口流出,衡水武强球墨铸铁管具有喷淋功能。上涂料时,通过翻转模样,衡水武强球墨铸铁管将涂料喷淋到各个部位。泥浆泵及其管路,还起着对槽中涂料进行循环搅拌作用。涂层厚度控制在1.0-1.5mm。由于泡沫模样在施涂过程中需翻转,而且要多人合作完成,浇注系统容易碰掉或损坏。



衡水武强球墨铸铁管一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。 衡水武强球墨铸铁管件材质一般选择QT450-10,铁水熔炼和炉前孕育处理工艺完全按QT450-10材质控制。考虑到消失模铸造工艺铸件在干砂中冷却较慢,我们队铁水做了适当的合金化。对消失模铸造来说,由于泡沫模样的存在,浇注过程中会消耗一定的热量,浇注温度也不同。由于大口径衡水武强球墨铸铁管件轮廓尺寸较大,属于薄壁类铸件,要求浇注温度要高,但是在负压作用下高温铁水易渗入型砂中造成铸件表面粘砂形成粘砂缺陷。我们根据具体的衡水武强球墨铸铁管件规格型号确定浇注温度;因此消失模铸造的浇注温度一般比普通砂型铸造要高。衡水武强球墨铸铁管管件规格型号不同、壁厚不同。



