您的位置>首页 >福州本地产品动态 >
镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情
更新时间: 2025-06-06 13:19:45 ip归属地:福州,天气:晴转多云,温度:22-34 浏览次数:13
以下是:镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
| 范围 | 生产基地位于【聊城】,供应范围覆盖福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 台江区、仓山区、马尾区、晋安区、闽侯县、连江县、罗源县、闽清县、永泰县、平潭县、福清市、长乐区等区域。 |
|---|
以下是:镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情的图文视频
导读 镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情,山特金属制品(福州市分公司)为您提供镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情的资讯,联系人:张经理,发货地:经济开发区汇通国际金属物流园。 福建省,福州市 唐开元十三年(725年),升福州为都督府,府治设在州城内(今鼓屏路),福州之名始用至今,因为境内一座福山而得名,建城于汉高帝五年(前202年)。宋代是福州历史上的黄金时代;从明代起,福州一直是福建的省会;民国三十五年(1946年),福州设市。福州是历史文化名城,福州马尾区是中国近代海军的摇篮、中国船政文化的发祥地,是近代中国早开放的五个通商口岸之一。曾获中国旅游城市、卫生城市、滨江滨海生态园林城市、环境保护模范城市、全国双拥模范城市、全国文明城市等称号;也是福州都市圈核心城市,国务院批复确定的海峡西岸经济区中心城市之一、滨江滨海生态园林城市。是中国人民解放军东部战区陆军驻地以及中国东南沿海重要都市、首批对外开放的沿海开放城市、海洋经济发展示范区、海上丝绸之路门户以及中国(福建)自由贸易试验区组成部分。
我们精心制作的镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情产品视频已经准备就绪,【解锁新品!】镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情产品视频,带你穿越新品体验之旅!
以下是:镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情的图文介绍
山特金属制品(福州市分公司)专门为 异形管加工产品提供售前和售后服务,公司秉承“质量是生命,诚信是灵魂,创新是源泉”的经营方针及“诚信经营,用户至上”的经营宗旨,坚持“团结务实、求实创新、开拓进取、与时俱进”的企业精神,为振兴民族工业 异形管加工创新品牌的目标而奋勇前进。




钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:



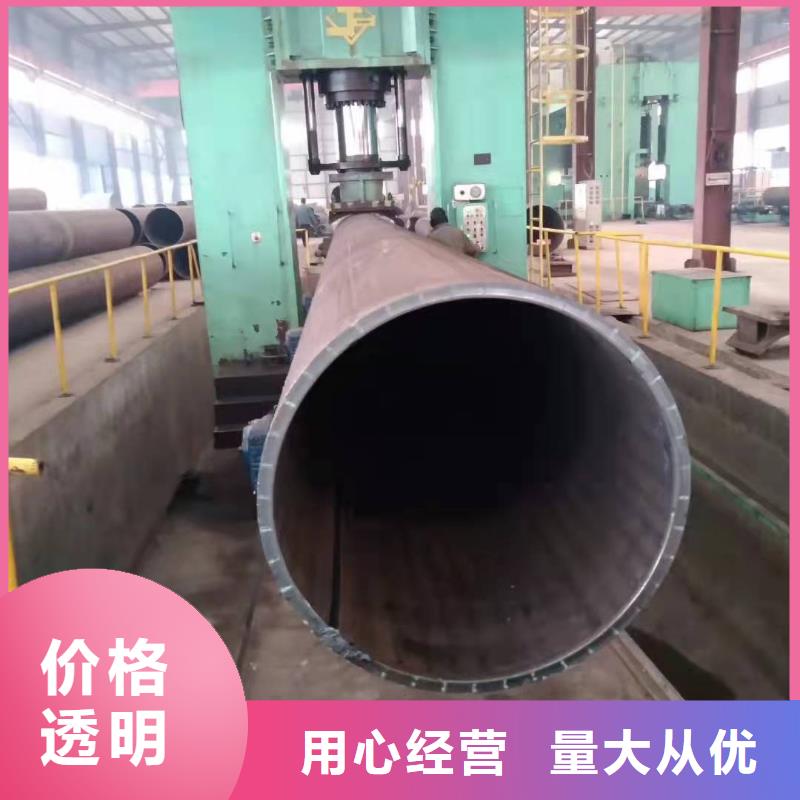
厚壁钢板卷管锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. :大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图


首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



总结 镀锌钢板卷管加工Q355C钢板卷管卷筒近期行情_山特金属制品(福州市分公司),固定电话:【15206358344】,移动电话:【13863598006】,联系人:张经理,经济开发区汇通国际金属物流园 发货到 福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 台江区、仓山区、马尾区、晋安区、闽侯县、连江县、罗源县、闽清县、永泰县、平潭县、福清市、长乐区。