





避免不锈钢异型管开裂的八点措施
我们在加工、焊接不锈钢异型管时,可能会遇到管材开裂等故障。要解决这些问题,我们可以采取以下八点措施:
(一)不锈钢异型管可能会因为材料清洁度不够而发生开裂,这时提高材料的清洁度。
(二)焊接部位切边不良,导致焊接部位不良,所以在切断管材时应多加注意。
(三)如果没有注意保护及助燃气体的使用,会使异型管的焊接部位氧化导致开裂,所以要保护及认真管理好气体。
(四)不锈钢材料延伸率不够造成的故障,可能通过退火正常处理解决。
(五)如果管材焊接部位存在油分、水分、灰尘等污染,我们可以去除焊接污染后设定适当的焊接速度。
(六)扩管速度快也会导致异型管发生开裂故障,所以应该适当调整扩管速度。
(七)管材加工时若是采用超过了材料成形的极限加工方式也会造成故障,所以要保持在成形极限内加工。
(八)不锈钢异型管若是存在焊接不良,会导致未焊接上的情况发生,所以要设定合适的焊接条件



定位:“ 钢板和 钢板解决方案的服务商。
使命:“提供前沿的 钢板,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。



材料要求
材料的材质,尺寸精度,表面质量,成型形状和力学性能等对冷弯型钢产品的表面质量,强度,耐蚀性及其使用寿命有着直接的关系。当有可靠根据时,可采用其他牌号的钢材,但应符合相应有关 标准的要求。特别是相关材料的屈服点上的纵横伸长率及冷弯试验得到的弯心直径等对冷弯异型管的影响很大。
工艺特点
在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变。在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对异型管进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。



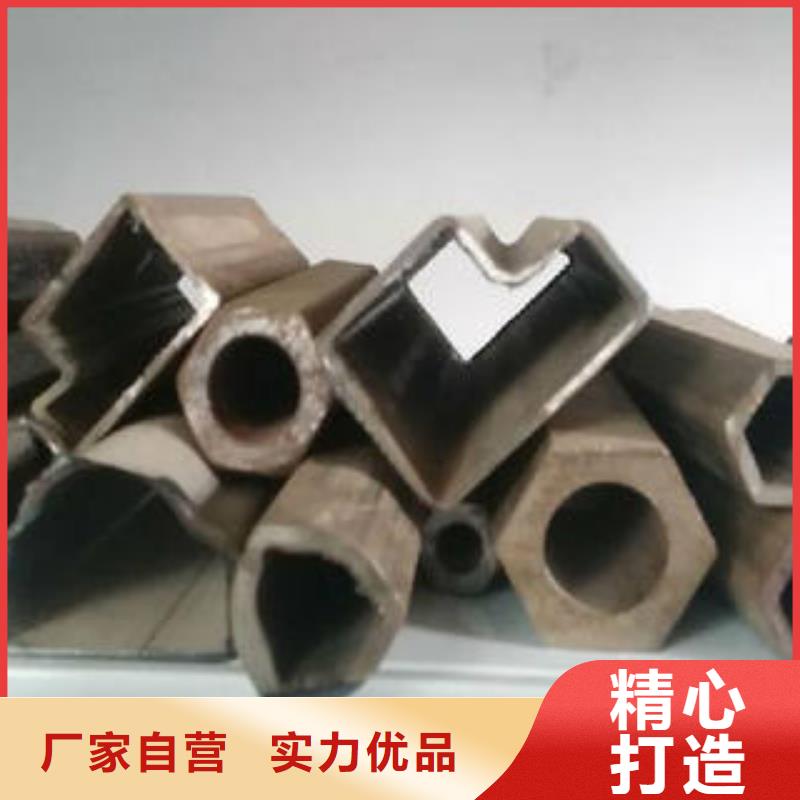
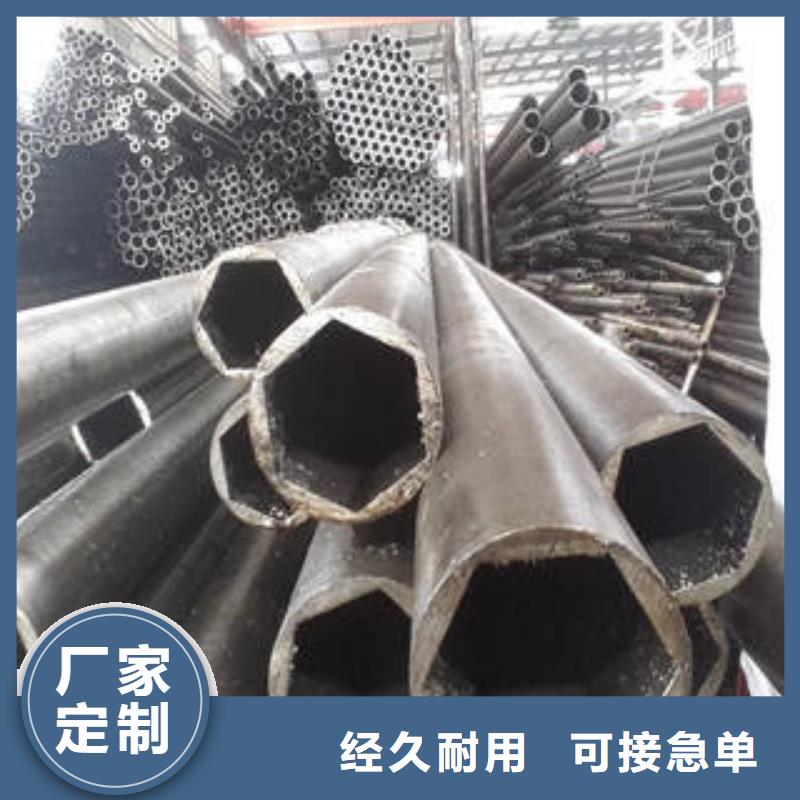
钢管异型管可分为椭圆形异型钢管、三角形异型管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、
五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。

