

想要快速了解PE钢带增强螺旋管_pe给水管材敢与同行比服务产品?视频给你直观的感受!
以下是:PE钢带增强螺旋管_pe给水管材敢与同行比服务的图文介绍

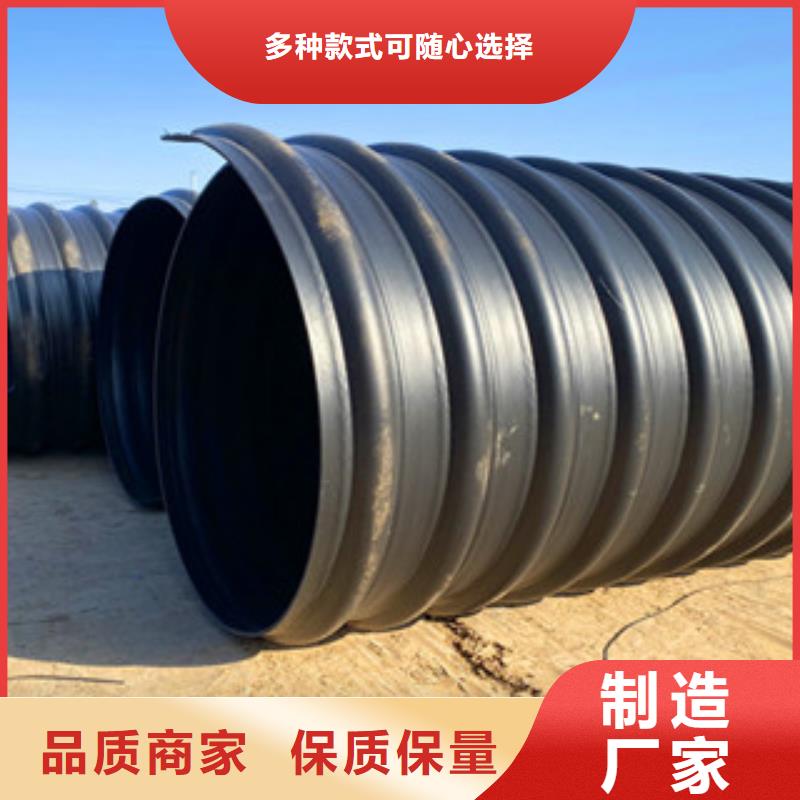
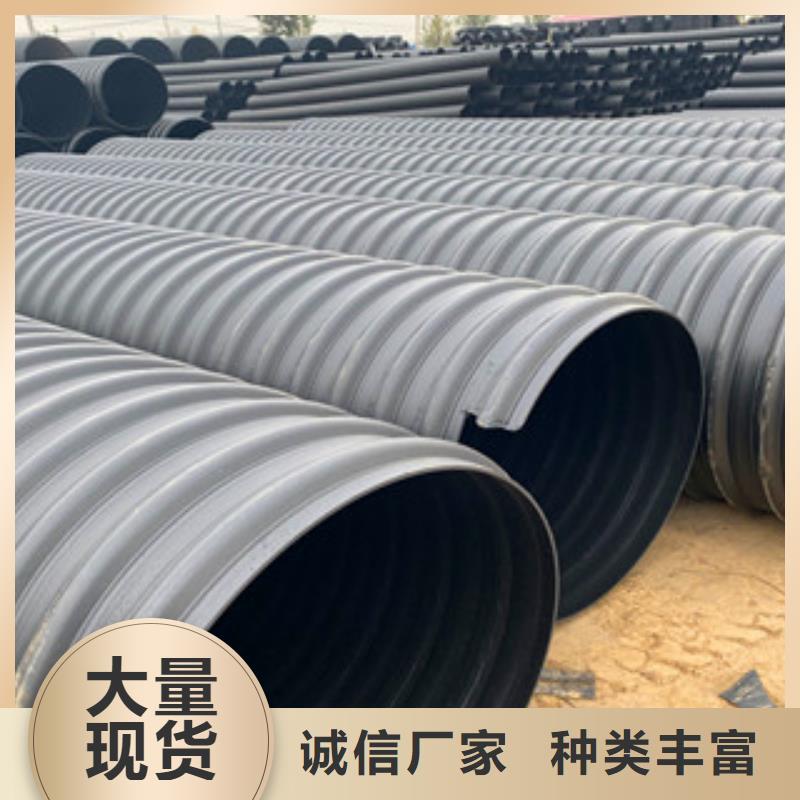
钢带增强聚螺旋波纹管作为水资源运输管道时,一般是被埋在地下的,在施工过程中需要注意的问题很多,其中就包括挖沟及回填,这会影响管材整个施工过程的顺利进行。1、沟槽。2、管道基础,铺撒150mm厚中粗砂或细沙,砂层要铺设均匀平整。
3、回填,钢带增强聚螺旋波纹管两侧用素土填满至管道上平面,管道上部素土回填。4、过路部分按修路要求进行处理。5、确认对口处连接符合要求。6、钢带增强聚螺旋波纹管对口连接作业坑符合要求。作业坑要求纵向至管口两端各500mm左右,至管侧面各500mm,坑深至管底300—350mm即可。
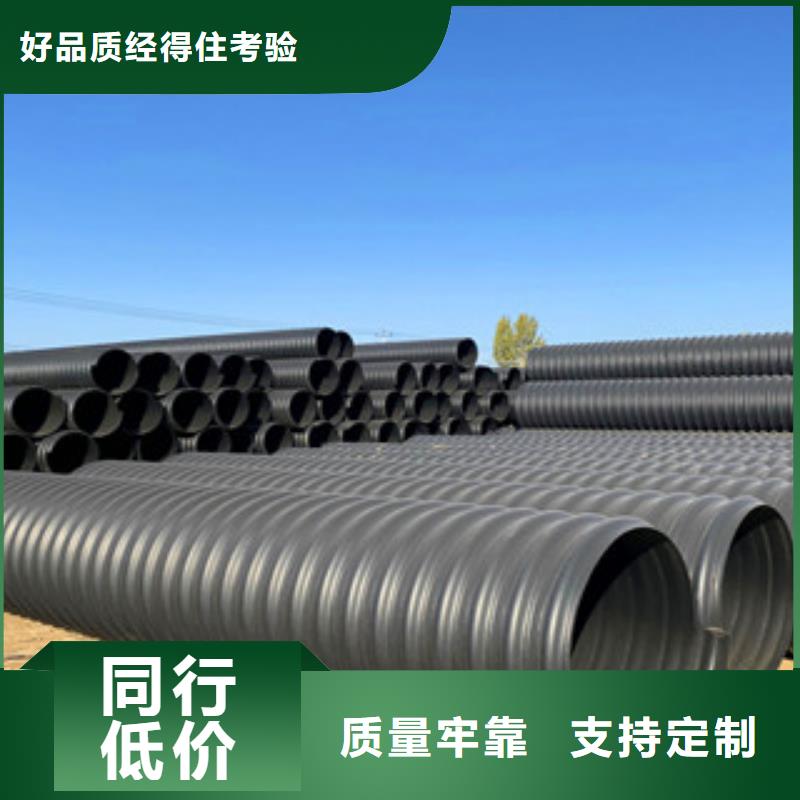
钢带增强螺旋波纹管在使用过程中进场需要连接,现如今的连接方法有很多种,其中比较常见的就是电热熔带焊接结构,这是因为与其他焊接相比,它具有较多的优势。钢带增强螺旋波纹管电热熔带焊接方法是利用镶嵌在连接处面的电热元件通电后产生的高温连接方法,是刚性连接。
电热熔带焊接采用一条内壁镶嵌有电阻丝的聚电熔带、紧贴在两被连接端的外表面,再用耐热带紧固;同时在接口处管端内壁用可拆卸的工具支撑牢固后,再用电热熔焊机给电阻丝供电,电阻丝熔融形成压力,界面两边的聚互相扩散,关闭电源,待充分冷却固化后形成可靠连接。
3、回填,钢带增强聚螺旋波纹管两侧用素土填满至管道上平面,管道上部素土回填。4、过路部分按修路要求进行处理。5、确认对口处连接符合要求。6、钢带增强聚螺旋波纹管对口连接作业坑符合要求。作业坑要求纵向至管口两端各500mm左右,至管侧面各500mm,坑深至管底300—350mm即可。
钢带增强螺旋波纹管在使用过程中进场需要连接,现如今的连接方法有很多种,其中比较常见的就是电热熔带焊接结构,这是因为与其他焊接相比,它具有较多的优势。钢带增强螺旋波纹管电热熔带焊接方法是利用镶嵌在连接处面的电热元件通电后产生的高温连接方法,是刚性连接。
电热熔带焊接采用一条内壁镶嵌有电阻丝的聚电熔带、紧贴在两被连接端的外表面,再用耐热带紧固;同时在接口处管端内壁用可拆卸的工具支撑牢固后,再用电热熔焊机给电阻丝供电,电阻丝熔融形成压力,界面两边的聚互相扩散,关闭电源,待充分冷却固化后形成可靠连接。


恒塑管道有限责任公司(淄博市分公司)已拥有30多名核心精英队伍,已拥有现代化的办公设备,完善的管理、销售、物流、服务为一体的管理系统,拥有高文化、高素质、高技术的核心精英队伍,赢得国内外广大用户的信赖和好评,从而建立了巩固的合作关系,因此公司的业务得以日益发展,占有了国内外 hdpe波纹管厂家行业的大量市场。能为客户提供高品质、好价格的 hdpe波纹管厂家产品,以质量和服务深受国内外厂家、经销商的信赖和支持。




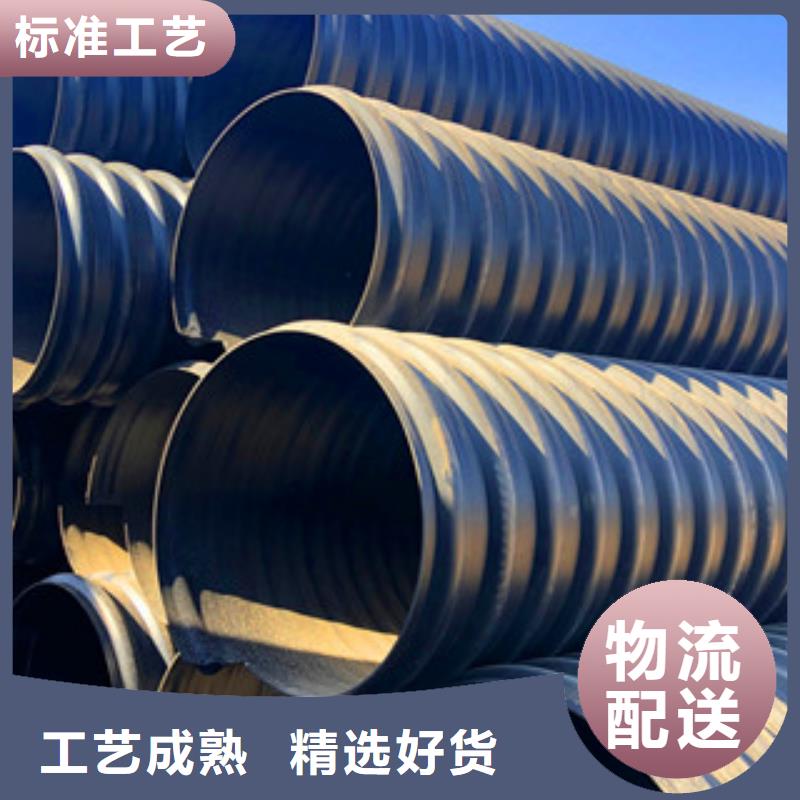
钢带增强螺旋波纹管的材料性质虽然相似于塑料但它还有钢的属性,所以在连接的时候需要焊接,焊接的方式有很多,接下来我们要介绍的就是其中的一种方式热熔挤出机焊接,对于它的焊接大家应该按照以下步骤进行。1、在焊接前先检查待焊接钢带增强螺旋波纹管管材两端面是否切平整(如端口不平。
应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3m间隙,以便于焊接(但是缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。
修切工作可以从管外或管内(口径800m以上的管道)进行。焊接区域须保证清洁干燥。不得有尘土和其他存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2、焊接所使用的焊条一般应由管材生产厂家配套提供,要求与生产管材所用的聚材料相同或与管材相蛤好的材质焊条,要求断面为圆形,该焊条粗细一致并符合所选用焊焊接性能的要求。
应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3m间隙,以便于焊接(但是缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。
修切工作可以从管外或管内(口径800m以上的管道)进行。焊接区域须保证清洁干燥。不得有尘土和其他存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。2、焊接所使用的焊条一般应由管材生产厂家配套提供,要求与生产管材所用的聚材料相同或与管材相蛤好的材质焊条,要求断面为圆形,该焊条粗细一致并符合所选用焊焊接性能的要求。

