

不要犹豫,点击播放我们的直缝管合金管厂家直销货源充足产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:直缝管合金管厂家直销货源充足的图文介绍

质量检验:根据GB/T3091-2001《低压流体输送用焊接钢管》标准的规定,钢管表面质量应光滑,不允许有折叠、裂缝、分层、搭焊等缺陷存在。钢管表面允许有不超过壁厚负偏差的划道、刮伤、焊缝错位、烧伤和结疤等轻缺陷存在。允许焊缝处壁厚增厚和内缝焊筋存在。直缝管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。
涡流探伤按GB/T7735-2004《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行的扫查,探伤号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。


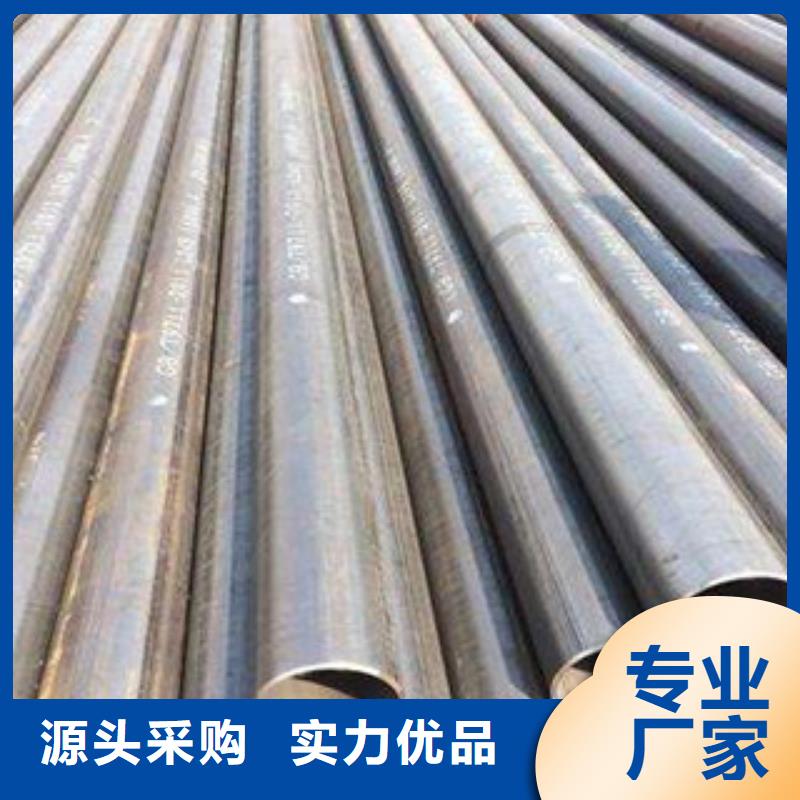
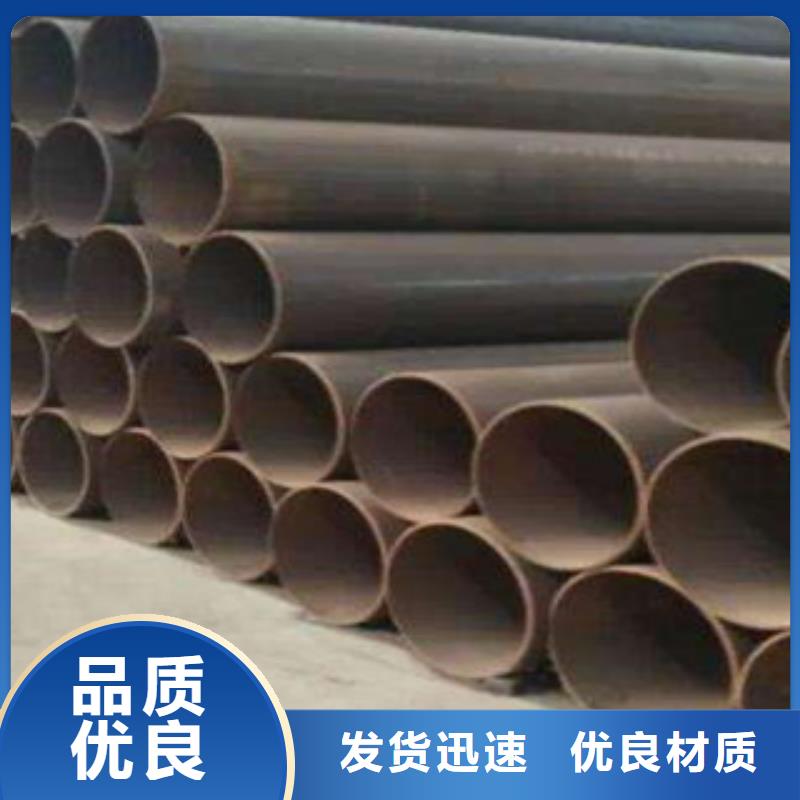
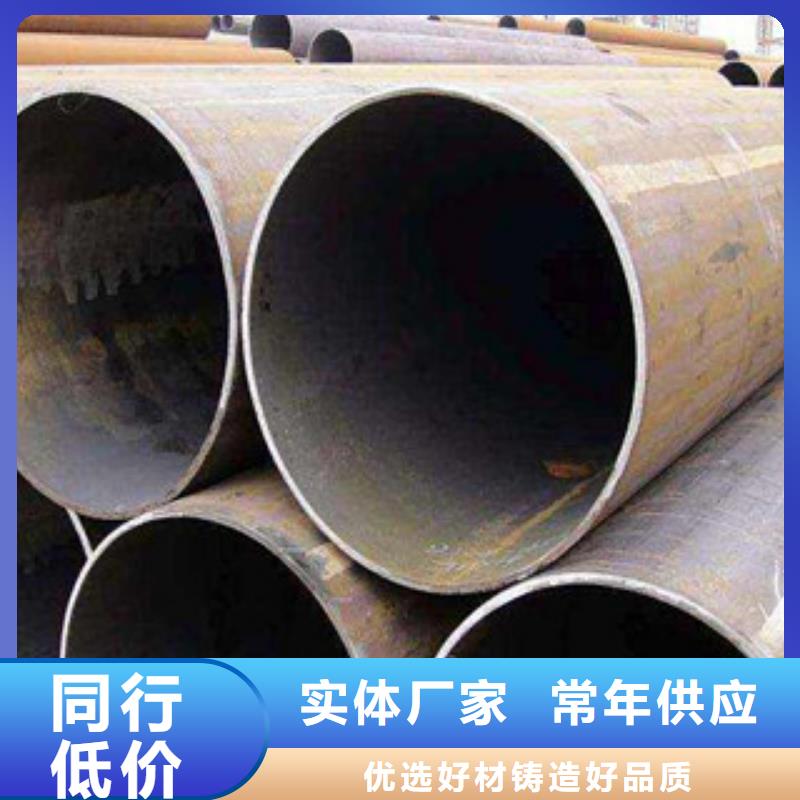
直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。



钢兴钢管 (雅安市分公司) 流体管网店遍布20多个省,2小时内驻地 流体管服务人员到达客户现场。以全过程、全身心、全天候、的四全服务标准,为您排忧解难。



连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。



