
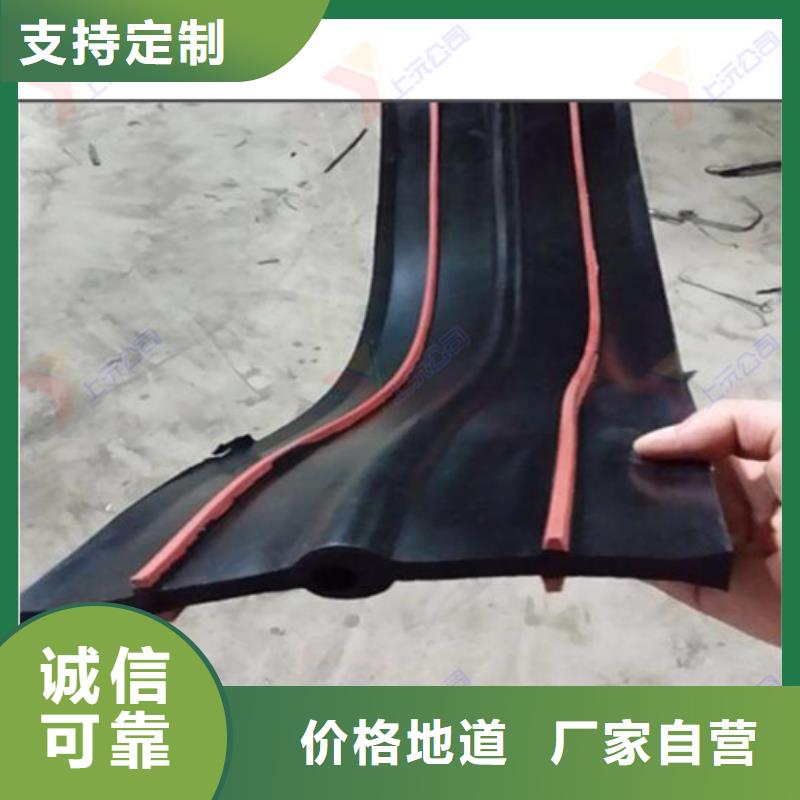

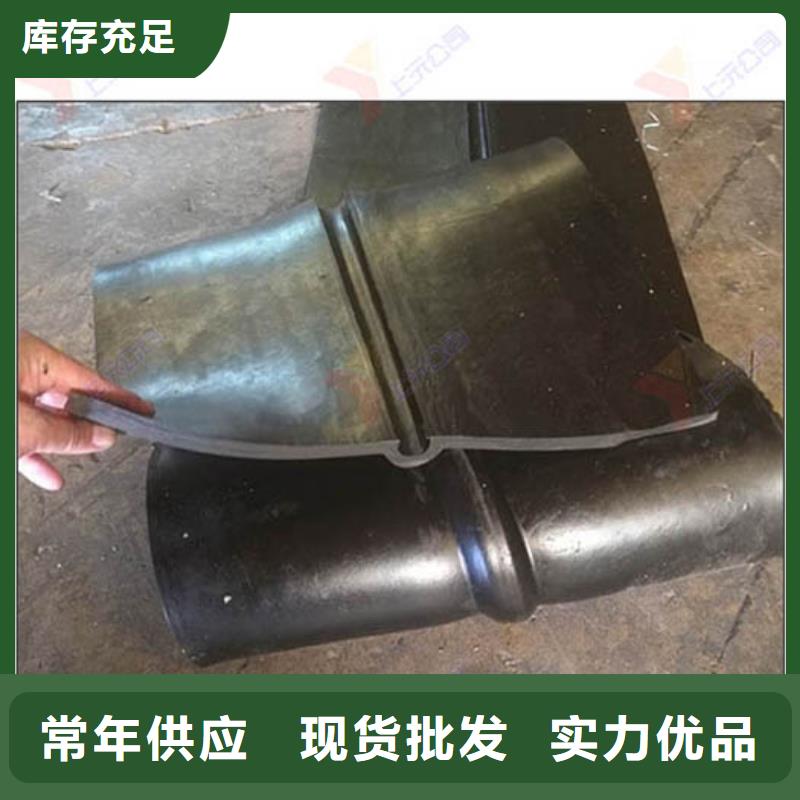

背贴式橡胶止水带采用天然橡胶与各种合成橡胶为主要原料,掺加各种助剂及填充料,经塑炼,混炼, 压制成型,其品种规格较多,有桥型、山型、P型、R型、U型、Z型、乙型、T型、H型、E型、Q型等.基本息:中文名称:橡胶止水带;外文名称:The rubber sealing belt 主要原料:天然橡胶与各种合成橡胶.橡胶止水带是采用天然橡胶与各种合成橡胶为主要原料,掺加各种助剂及填充料,经塑炼,混炼, 压制成型,其品种规格较多,有桥型、山型、P型、R型、U型、Z型、乙型、T型、H型、E型、Q型等。该止水材料具有良好的弹性,耐磨性、耐老化性和抗撕裂性能,适应变形能力强、防水性能好,温度使用范围-45℃-+60℃。当温度超过+70℃,以及强烈的氧化作用或受油类等有机溶剂侵蚀时,均不得使用该产品。


在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



止水带是利用橡胶的高弹性和压缩变形性的特点,在各种载荷下产生弹性变形,从而起到有效紧固密封,建筑构造的漏水,渗水及减震缓冲作用。在一般较大工程的建筑设计中,由于不能连续浇注,或由于地基的变形,或由于温度变化引起的混凝土构件热胀冷缩等原因,需留有施工缝、沉降缝、变形缝,在这些缝处必须安装止水带来防止水的渗漏问题。止水带主要用于混凝土现浇时设在施工缝及变形缝内与混凝土结构成为一体的基础工程,如地下设施、隧道涵洞、输水渡槽、拦水坝、贮液构筑物等,橡胶止水带技术标准,止水带的尺寸公差、技术要求、实验方法、检验规则符合标准GB18173.2-2000≤橡胶止水带≥全部要求。衡水上沅工程橡胶有限公司是一家生产橡胶支座,橡胶止水带,桥梁伸缩缝,盆式橡胶支座的企业,同时提供各种盆式橡胶支座,桥梁伸缩缝,橡胶支座,橡胶止水带报价及工程施工方案。


上沅工程技术有限公司(保定分公司)位于龙熙顺景A区3号楼,公司主要生产 万向转动支座。二十多年来,公司一贯坚持以质量树信誉,以创新求发展,努力为各户提供优质的产品,的服务,客户的需求就是公司发展的直接动力。现在我们将以顾客为关注焦点,坚持“以可持续发展为导向,创新求实;以满足客户为永远追求,信誉至上”的企业宗旨,开拓创新,在合作中不断进取,与时俱进,加强改进,开创更加辉煌的明天。公司坚持“质量至上、信誉至上、用户至上”的经营理念,严格按照质量管理体系标准要求组织生产,质量稳定可靠。



