





为了让您更地了解我们的球墨铸铁管配件柔性铸铁管真诚合作,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:球墨铸铁管配件柔性铸铁管真诚合作的图文介绍

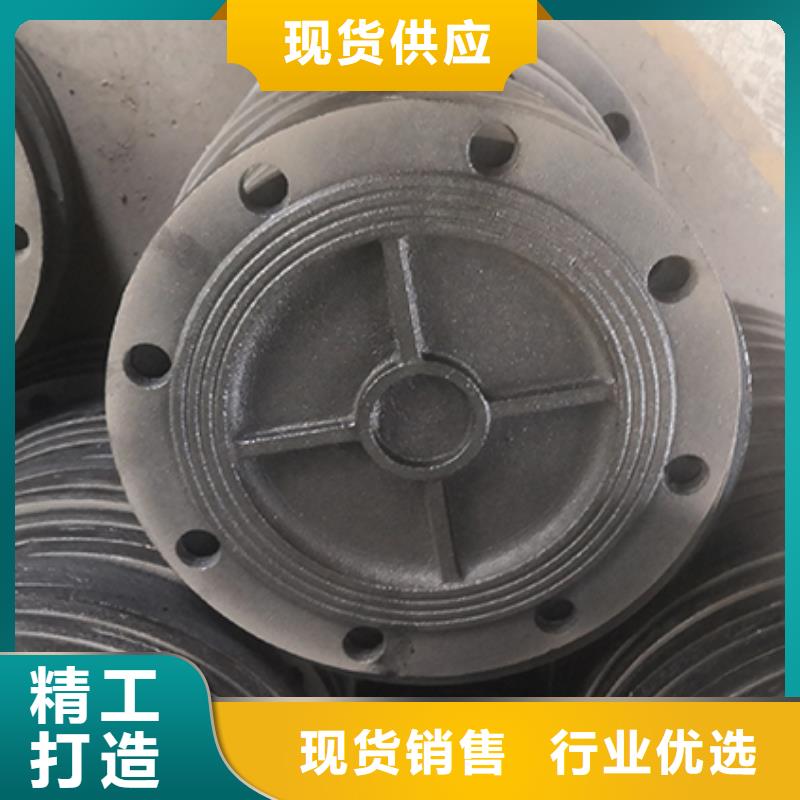
球墨铸铁管配件安装要求 (1)下管:应按球墨铸铁管下管的技术要求将管子下到槽底,可采用人工或机械下管法 (2)清理管口:应将球墨铸铁管承口内的所有杂物予以,并擦洗干净,因为任何附着物都右能造成接口漏水 (3)清理胶圈、上胶圈:应将球墨铸铁管胶圈上的粘着物清擦干净,并用手沿整个胶圈探险压一遍,或用木锤、橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀一致地卡在槽内。 (4)在插口外表面和胶圈上涂刷润滑剂:润滑剂右作杄物油,也可用肥皂水,将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。(5)在安装时,首先将插口放入承口内且插口压到承口内胶圈上,接好钢丝绳和倒链,拉紧倒链,与此同时,在管承口端用力左右摇晃管子,直到插口插入承口内全部到位。


球墨铸铁管配件压力试验完毕,不得再球墨铸铁管上进行修补。建设单位应参加压力试验,压力试验合格后,应和施工单位一同按规范规定填写球墨铸铁管系统压力试验记录。(2)压力试验前应具备的条件:1)试验范围内的球墨铸铁管安装工程除涂漆,绝热外,已按设计图纸全部完成,安装质量符合有关规定。2)球墨铸铁管上的膨胀节已设置了临时约束装置。3)试验用压力表已校验,并在周检期内,其精度不得低于1.5级,给水球墨铸铁管表的满刻度值应为被测压力的1.5~2倍,压力表不得少于2块。4)符合压力试验要求的液体或气体已经备齐。5)按试验的要求,怎样区别无缝钢管材质球墨铸铁管已经固定。6)对输送剧毒流体的球墨铸铁管及设计压力大于等于10MPa的球墨铸铁管,在压力试验前,下列资料已经建设单位复查:A,球墨铸铁管组成件的质量证明书;B,球墨铸铁管组成件的检验或试验记录;C,管子加工记录;D,焊接检验及热处理记录;E,设计修改及材料代用文件。待试球墨铸铁管与无关系统已用盲板或者采取其他措施隔开。待试球墨铸铁管上的阀,球墨铸铁管-球墨管-球墨铸铁管厂家-青岛金源达管业有限公司 板及仪表元件等已经拆下或加以隔离。试验方案已经过批准,并已进行了技术交底。水压试验的程序,步骤,方法水压试验的程序,步骤,方法如下:连接。讲试压设备与试压的球墨铸铁管系统相连,试压用的各类阀门,压力表安装在试压系统中,在系统的 点安装放气阀,在系统的 点安装泄水阀。



下列因素会影响球墨铸铁管孔径的大小: 1、碳当量:行进碳量,增大了石墨化缩短,可削减缩孔缩松。 2、磷:铁液中含磷量偏高,使凝聚规划扩展,一起低熔点磷共晶在终凝聚时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松发作的倾向。一般工厂操控含磷量小于0 08%。 3、稀土和镁:稀土剩下量过高会恶化石墨外形,下降球化率,因此稀土含量不宜太高。而镁又是一个激烈安稳碳化物的元素,妨碍石墨化。 4、壁厚:当铸件表面构成硬壳以后,内部的金属液温度越高,液态缩短就越大,则缩孔、缩松的容积不只 值增加,其相对值也增加。 5、温度:浇注温度高,有利于补缩,但太高会增加液态缩短量,抵缩孔、缩松倒霉,所以应依据具体情况合理选择浇注温度,一般以1300~1350℃为宜。 6、砂型的紧实度:若砂型的紧实度太低或不均匀,致使浇注后在金属静压力或缩短力的效果下,发作型腔扩展的现象,致使本来的金属不行补缩而招致铸件发作缩孔缩松。 7、浇冒口及冷铁:若浇注系统、冒口和冷铁设置不当,不能保证金属液次序凝聚;别的,冒口的数量、巨细以及与铸件的联接当否,将影响冒口的补缩效果。 球墨铸铁管配件



鑫福兴管业(姑苏区分公司)位于南村镇牛匠村,是一家专门从事 DN200球墨管 的专业性公司.公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 我们秉承的理念是:质量是一种习惯,共创价值,是我们不变的选择。在各种产业的生态系统中,我们视上下游企业为合作伙伴,重视缔结良性互动的产业价值链;我们与同行企业有序竞争、友好合作,我们坚信,为我们的合作者继续创造z u i大的价值是我们的责任也是我们存在的理由。


