





我们精心制作的异型管,Q355B方管安心购产品视频已经准备就绪,【解锁新品!】异型管,Q355B方管安心购产品视频,带你穿越新品体验之旅!
以下是:异型管,Q355B方管安心购的图文介绍
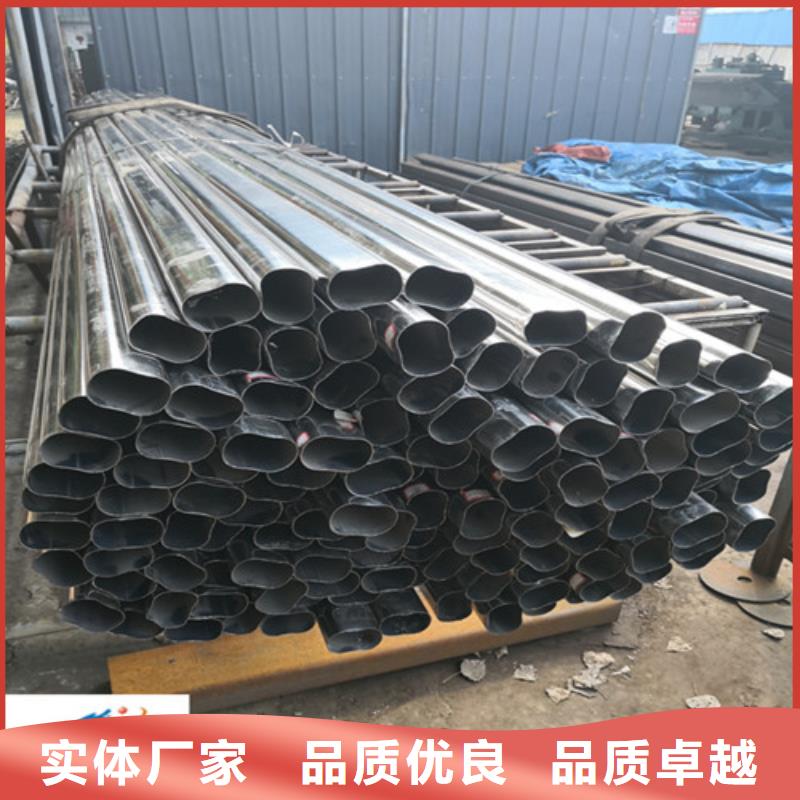
硕鑫钢管(珠海市分公司)生产的每一个 无缝钢管在出厂的时候都经过质检员进行出厂检验,检验员必须按照 无缝钢管检验的项目逐项检验,必须进行记录同时存档,质检员签字后方可发货,所以我们在售的每一个 无缝钢管产品都可以放心的购买。




详解方管知识二
简介
焊接方管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的方管。一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
制造工艺
焊接方管较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
三、应注意的质量问题
1)尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2)焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3)表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
4)焊缝夹渣:多层施焊应层层将焊渣干净,操作中应运条正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面。
变形原因
简介
焊接方管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的方管。一般定尺6米。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
制造工艺
焊接方管较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相直径大或较厚的焊接方管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
三、应注意的质量问题
1)尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2)焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。
3)表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
4)焊缝夹渣:多层施焊应层层将焊渣干净,操作中应运条正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面。
变形原因



其回弹高度的读取,方管厂家有按纵标尺目测C型实验机和刻度盘上显现的D型实验机。还有,因读取数值时会发生误差,所以规则把5次接连读取数值的平均值作为肖氏硬度值。尽管这样,但跟着实验操作者的不同,其数值仍是会呈现很大的差异,方管厂家阐明读取数值也需要到达熟练程度。所以,有不太任肖氏硬度的倾向。
但是,因为使用了锤头的回弹原理,方管厂家所以这个实验不损害实验目标。因此能够直接实验制品和加工后的资料。并且,实验设备简单,便于移动。还有,从实验设备上独自拆下计量筒,能够手拿着进行实验。
去年召开的中央经济工作会议上,习总书记强调,我国经济发展进入新常态,这是中央总结发展经验,准确研判当前形势和未来走势所作出的重大战略判断,对于我国钢铁方矩管工业的未来发展将产生深远而重大的影响,钢铁方矩管行业一定要深化理解。


焊缝工艺精密光亮管重要表现基础在两个相邻节点之间没有两个关节点,管道长度大于800毫米。焊管精密光亮管焊接式当通过检验,取得认可部门颁发资质。精密光亮管对接焊缝是钢结构工程施工验收规范中一级焊缝,外观检验是以一级质量标准为基础。
超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。
衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。
RS在100~150℃,预热区在焊接区两侧为80~100mm。工作场所温度低于0℃,由试验预热温度确定。精密光亮管斜向连接线合率大于或等于85%,局部缝隙小于或等于4mm。对于弯管坡坡切割也是必要,大坡度角大于或等于45O,焊缝高度大于或等于0.6T曲线精密光亮管连接角焊缝,多层焊缝,连续焊接,各珠面为C形。
超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。
衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。
RS在100~150℃,预热区在焊接区两侧为80~100mm。工作场所温度低于0℃,由试验预热温度确定。精密光亮管斜向连接线合率大于或等于85%,局部缝隙小于或等于4mm。对于弯管坡坡切割也是必要,大坡度角大于或等于45O,焊缝高度大于或等于0.6T曲线精密光亮管连接角焊缝,多层焊缝,连续焊接,各珠面为C形。



