


为了让您更地了解我们的卷板机配件铜套钢管桩施工工艺流程来电咨询,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:卷板机配件铜套钢管桩施工工艺流程来电咨询的图文介绍

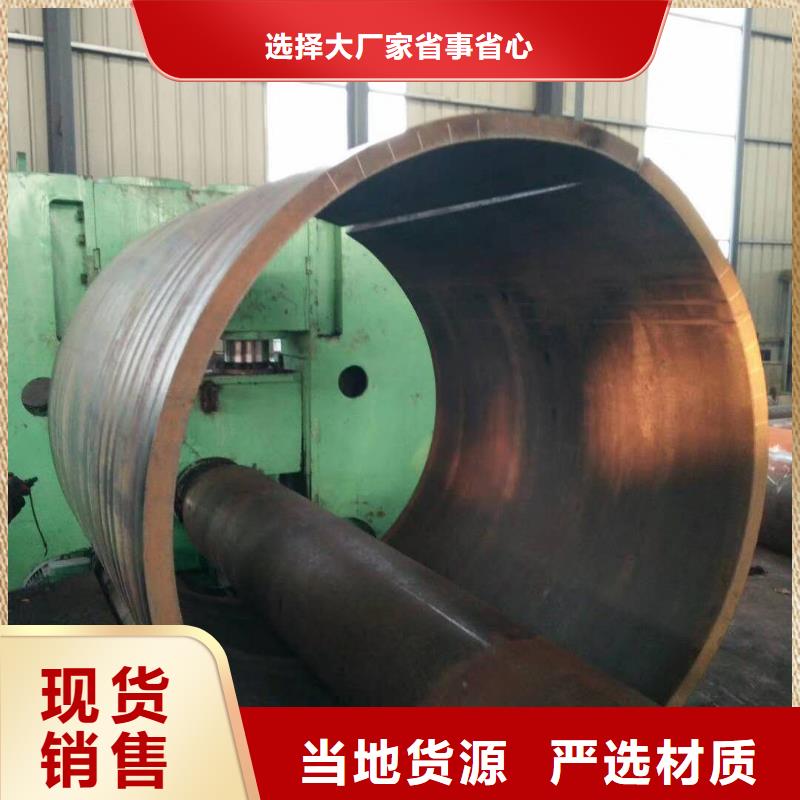
钢板卷管 铸造卷筒裂纹是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现。? 产生原因:? 1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊? 2.砂型(芯)退让性不良? 3.铸型局部过热? 4.浇注温度过高? 5.自铸型中取出铸件过早? 6.热处理过热或过烧,冷却速度过激?1、铝和其他软金属?


保护气氛的影响 采用液氨分解气体为保护气氛、液氨在400℃以上将发生如下分解反应。2NH3→3H2+N2qing气为还原气体,在一定条件下可以使某些金属还原,dan气为中性气体。以液氨分解气氛为保护气体,可使卷管表面白亮光滑,因而是经济、理想的保护气体。 固溶处理温度 固溶处理温度是固液处理工艺重要的参数之一,过高或过低都将会直接影响卷管的质量,温度过高钢板卷管组织粗化,性能下降,温度过低固溶不完全,应力不彻底,选用1080℃?10℃,并进行适当保温,碳化物得到充分溶解。 4.冷却速度



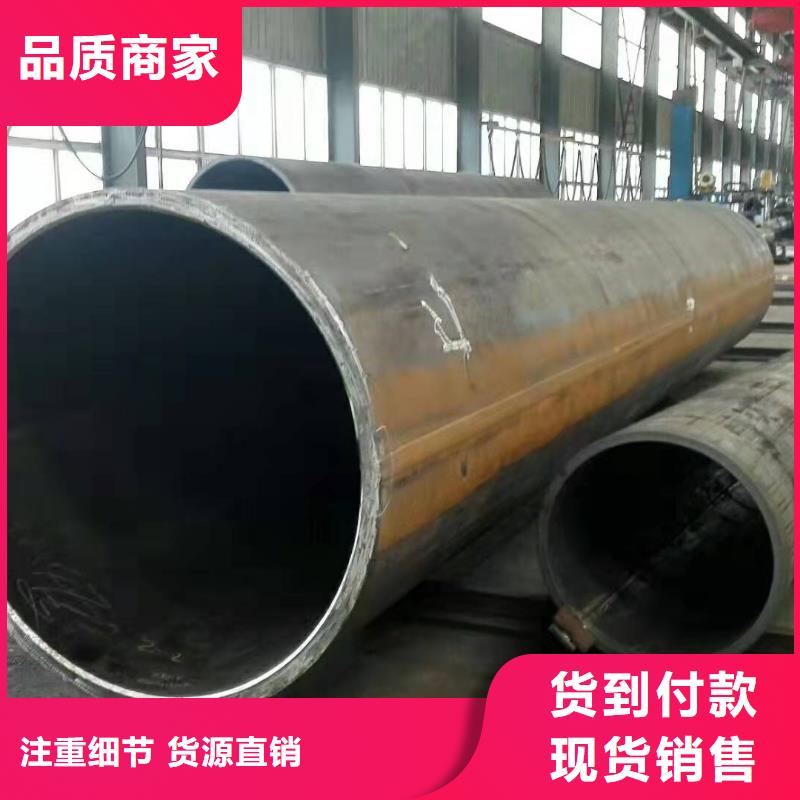
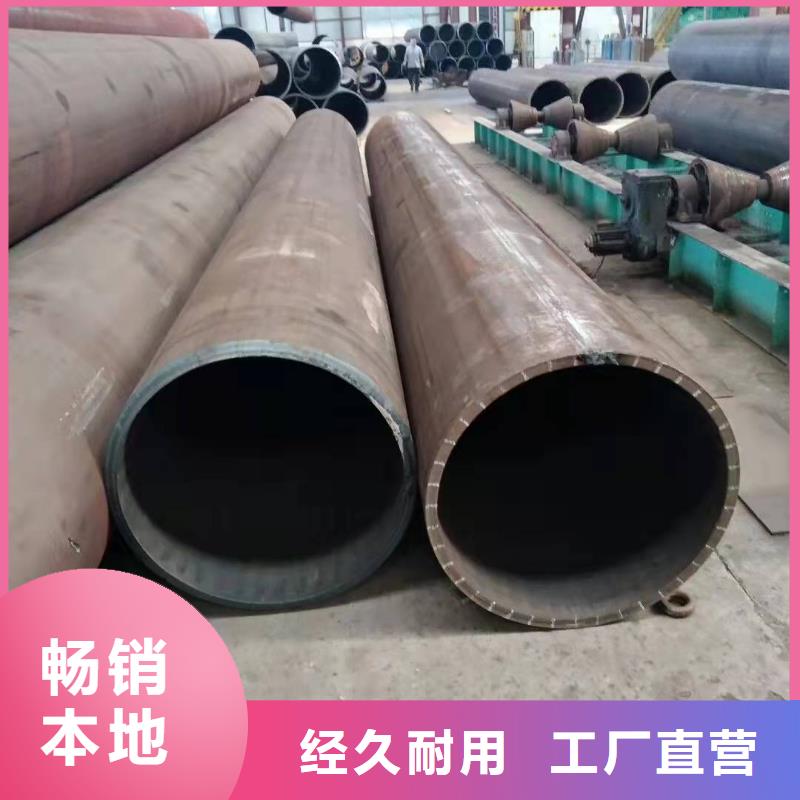
钢板卷管钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定: 1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。 2离管端200mm的对接纵缝处不得大于2mm。 3其他部位不得大于1mm。 4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。 5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。



10多年来,山特金属制品(日照市分公司)一路走来,风雨兼程,有成功也有挫折;未来的日子,我们誓写历史新篇章,与您共创快乐生活!公司理念:以市场需求为导向,以 异形管加工产品质量为中心;传播快乐,未来。经营方针:诚信是资本,质量是生命,创新是动力。企业精神:创新、团结、拼搏。


