


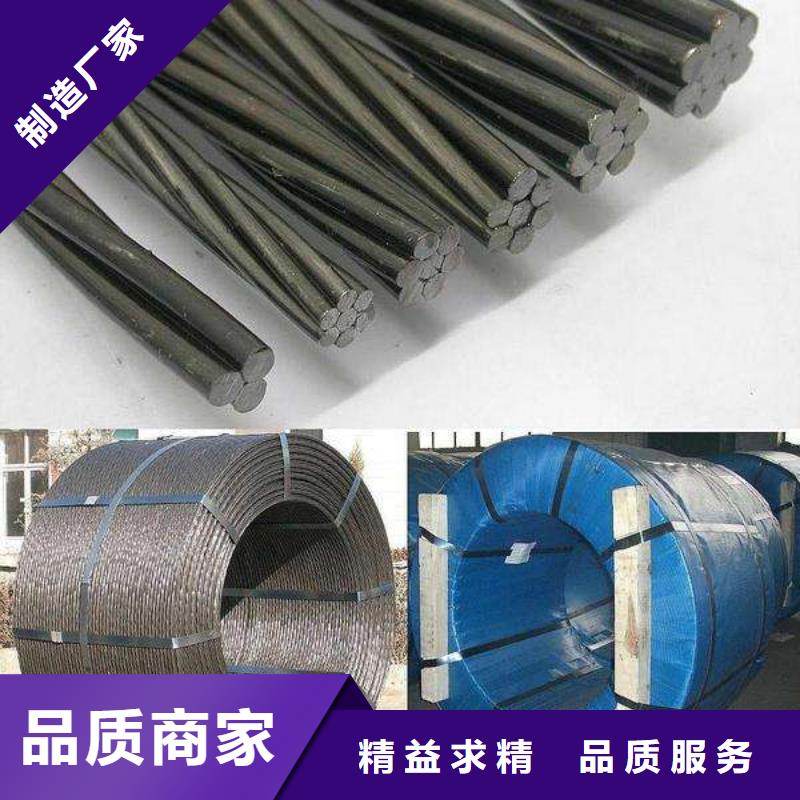


文字描述虽好,但视频更能直观展示钢绞线母线铝排厂家直销值得选择产品的每一处细节。
以下是:钢绞线母线铝排厂家直销值得选择的图文介绍

坚持以质量求生存,以效益求发展,以服务求信誉的经营方针,始终将用户的需求作为自己的奋斗目标。公司以市场为中心实施科技发展战略,不断研制开发新 铜排产品,扩展经营领域,推动企业的发展,力争为客户提供满意的 铜排产品和优质的服务。



普通以钢绞线两头锚固点之间的间隔,再加上钢绞线在张拉千斤顶中的工作长度,作为钢绞线预应力张拉理论伸长量的计算长度,在钢绞线预应力张拉时。大局部被锚具和千斤顶所包裹,钢绞线的张拉伸长量无法在钢绞线上直接丈量,故只能用丈量张拉千斤顶的活塞行程,计算钢绞线的张拉伸长值,但同时还应减掉钢绞线张拉全过程的锚塞回缩量,钢绞线的承载才能应为总牵引力的4-6倍,计算钢绞线张拉值的方法介绍钢绞线预应力张拉施工设计控制张拉力,是指预应力张拉完成后钢绞线在锚夹具前的拉力,因而,在钢绞线预应力张拉理论伸长量计算时。钢绞线的外露局部应以钢绞线两头锚固点之间的间隔作为钢绞线的计算长度,但在预应力张拉时钢绞线的控制张拉力是在千斤顶工具锚处控制的。普通以钢绞线两头锚固点之间的间隔,再加上钢绞线在张拉千斤顶中的工作长度,作为钢绞线预应力张拉理论伸长量的计算长度。



上或按无轴卷竣工,钢绞线生产厂家简单讲述钢绞线设备的常见问题实验机达不到额定实验力的缘由:拆开清洗送油阀,如阀芯有拉毛可用芽膏研磨至光亮油阀有异物卡阻,处置方案:拆开清洗送油阀,如阀芯有拉毛可用芽膏研磨至光亮压系统有透露,处置方案:漏油处拧紧或改换上新垫片,钳口在拉抻过程中打滑招致试件夹不住的缘由:目前实验机大部分用于施工现场的质量控制,试件主要是螺纹钢,在拉伸过程中大量的氧化皮。产品大多收在工字轮铁屑掉进钳口卡板与横梁间的滑动面构成咬死,使滑动阻力增大是构成该缺点的主要缘由,处置方案:下钳口卡板,锉刀或抹布修磨滑动面上拉伤部位,上石墨和黄油的调合剂,装回钳口卡板就行了。
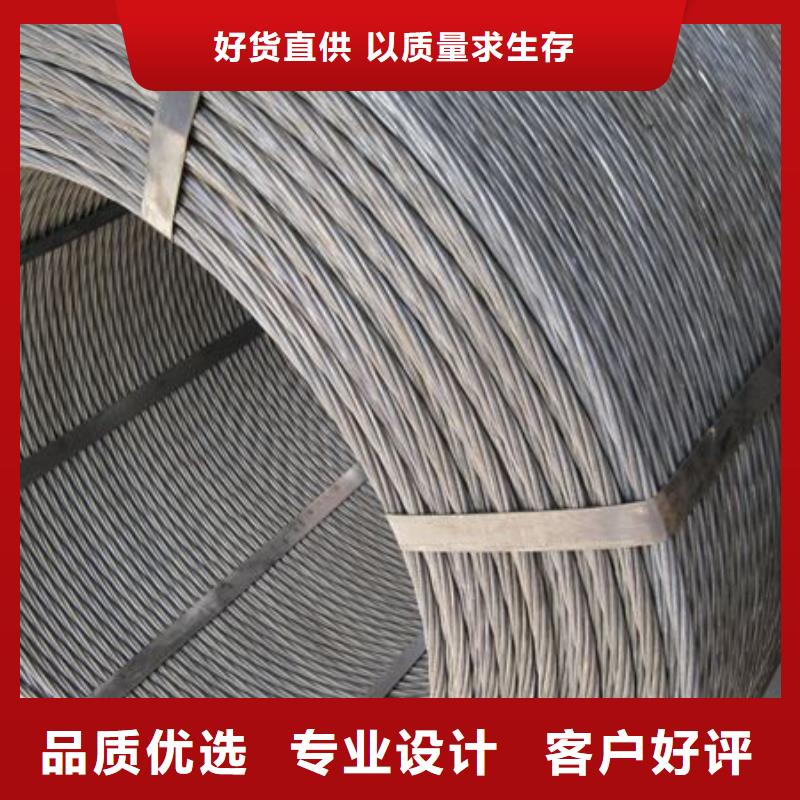
处置方案:拆下丝杆下部螺帽,启动油泵,用活塞将丝杆顶出150毫米左右,清洗,加润滑油,安装,杆下部螺帽的锁定螺丝松动,处置方案:检查并重新装螺丝锁定,实验机手动钳口试件夹不住问题,夹持方法,据试件长度调整好上,下钳口距离,上钳口先夹住试件,动油泵,并旋开送油阀2圈,手抬起下钳口的拉杆,夹住试件并停留5—10秒就可以了,传统的钢绞线就等于是裸绳,它只是把许多细小的钢丝加工扭绑在一同。杆与机座孔间润滑不够或异物阻卡它的强度和韧性的得到了一定的,但是无维护层来作为资料的维护,在运用过程中很容易产生锈蚀,它的寿命得不到保证,而无粘结钢绞线就不同,在原有的钢绞线根底上添加了一层油脂来作为维护层。
处置方案:拆下丝杆下部螺帽,启动油泵,用活塞将丝杆顶出150毫米左右,清洗,加润滑油,安装,杆下部螺帽的锁定螺丝松动,处置方案:检查并重新装螺丝锁定,实验机手动钳口试件夹不住问题,夹持方法,据试件长度调整好上,下钳口距离,上钳口先夹住试件,动油泵,并旋开送油阀2圈,手抬起下钳口的拉杆,夹住试件并停留5—10秒就可以了,传统的钢绞线就等于是裸绳,它只是把许多细小的钢丝加工扭绑在一同。杆与机座孔间润滑不够或异物阻卡它的强度和韧性的得到了一定的,但是无维护层来作为资料的维护,在运用过程中很容易产生锈蚀,它的寿命得不到保证,而无粘结钢绞线就不同,在原有的钢绞线根底上添加了一层油脂来作为维护层。


