





不要错过这部精心制作的不锈钢护栏不锈钢碳素钢复合管质量看得见产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:不锈钢护栏不锈钢碳素钢复合管质量看得见的图文介绍
绿洲安防科技(凉山市分公司)位于高新区白庄工业园,地理位置优越,交通便利。
绿洲安防科技(凉山市分公司)主营产品 不锈钢防撞立柱 。品种全,质量优,价格合理,我单位凭借良好的信誉,完善的服务、充足的货源为您提供每一支优质的产品!绿洲安防科技(凉山市分公司)郑重向你承诺:保证以z u i好的质量,以z u i低的价格,z u i完善的售后服务,来答谢新老客户。本库没有的规格可提前电话联系订货,保证按时到货。



4.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。6.不锈钢复合管栏杆焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.不锈钢复合管厂家为使很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
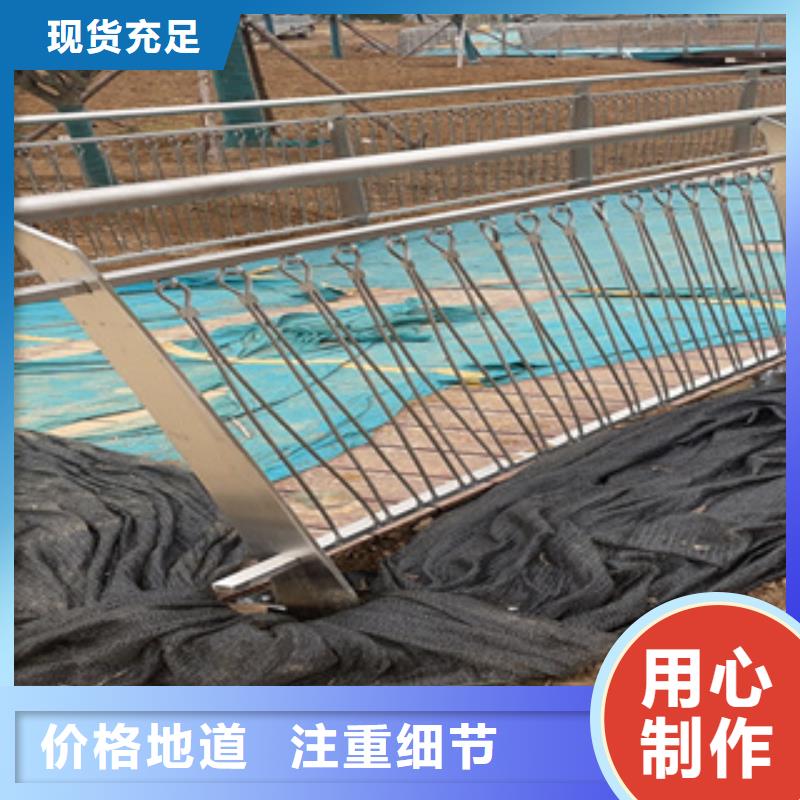
不锈钢复合管在防护栏,护栏上是常常会应用的,它不论是耐磨性能還是抗腐蚀上全是较为非常好的,针对不锈钢复合管而言它的规定是较为严苛的,务必要硬实,表层有光泽度。不锈钢护栏复合管在生产制造上的流程是较为认真细致的,在其中为关键的一个流程便是焊接。



不锈钢护栏 焊接电流量尽可以选用直流稳压电源,有益于焊丝泛红和熔浓淡。钛钙型焊芯的焊丝不适合做全影响力焊接,只合适立焊友谊角焊;低氢型焊芯的焊丝可做全影响力焊接。2、不锈钢复合管焊丝在应用时要坚持不懈枯燥乏味。为防止产生裂痕、凹痕、出气孔等缺点,钛钙型焊芯焊接前经150-250℃风干1h,低氢型焊芯焊接前经200-300℃风干1h。
不能不如不断风干,要不然药皮易零落。3、焊缝结算清洁,还防止焊丝沾有油以及它脏污,以防加上焊接碳含量并影响焊接品质。4、为防止加温而产生晶间腐蚀,焊接电流量不适合过大,一般应该比不锈钢焊条低20%上下,电孤不必太长,固层快冷,以窄道焊为宜。
5、应尽可能选用短弧焊接,弦长一般2-3毫米,电孤太长易产生热裂痕。6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是不锈钢复合管焊接量和热影响区总宽,发展焊接抗晶间腐蚀才可以和热裂痕的趋向。
不能不如不断风干,要不然药皮易零落。3、焊缝结算清洁,还防止焊丝沾有油以及它脏污,以防加上焊接碳含量并影响焊接品质。4、为防止加温而产生晶间腐蚀,焊接电流量不适合过大,一般应该比不锈钢焊条低20%上下,电孤不必太长,固层快冷,以窄道焊为宜。
5、应尽可能选用短弧焊接,弦长一般2-3毫米,电孤太长易产生热裂痕。6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是不锈钢复合管焊接量和热影响区总宽,发展焊接抗晶间腐蚀才可以和热裂痕的趋向。



