



为了让您更地了解我们的热镀锌桥梁护栏-复合管防撞栏杆发货及时,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:热镀锌桥梁护栏-复合管防撞栏杆发货及时的图文介绍


内蒙古热镀锌桥梁护栏规范如今桥梁护栏的应用和使用的范围和场所都是有很多的,一般而言的桥梁护栏的安装是一门学问,它的始终是比较重要的。桥梁护栏的安装要注意,那么它的标准是什么样的呢?我们还是和桥梁护栏厂家的小编进行详细去了解一下相关的规范吧:1、人行道或带外侧的桥梁护栏高度不应小于1.10m。栏杆构件间的大净间距不得大于140mm,切不宜采用横线条栏杆。栏杆结构设计必须可靠,栏杆底座应设置锚筋,其强度应满足规范要求。内蒙古2、桥梁护栏强度应满足:车辆以80KM/H的速度,与栏杆成15°角发生碰撞,不落河。3、桥梁护栏造型、色调与周围环境协调,对重要桥梁宜作景观设计。4、当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。5、作用在桥上人行道栏杆扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。



聚金属制品(内蒙古分公司)位于高新区智慧谷工业园 ,本公司专业生产 防撞护栏立柱。 公司拥有专业的设计及施工团队,可以根据客户不同需求进行设计制作产品。我们依靠先进的生产设备、专业的设计研发团队、高质量、合理的价格及完善的售后服务体系。始终坚持“诚信为本、质量保证、客户为主的原则,以合格的产品引导市场,备受广大客户的青睐。 公司始终秉承“求实、创新、诚信、的企业宗旨,竭诚为您提供的服务,期待与您结成事业上的同盟,共谋发展,共创辉煌! 服务热线:1306107968813061079688 欢迎来电咨询或到厂实地考察!



内蒙古热镀锌桥梁护栏三、怎样区分不锈钢201跟3041、化学元素含量:国产201不锈钢材料是含 1-1.5%镍 12-13%铬, 国产304不锈钢材料是含 8-9%镍 18-19%铬,对比明显304的含镍含铬量比201高,所以防锈能力304远远比304要好,但是也是因为304含镍含铬比201高,所以价格304比201要贵很多。2、201不锈钢含有比较多锰元素,但是304比较少;从材料表面颜色上讲,201不锈钢因为锰元素比较多表面颜色会比304深暗,304要白亮些,但是这也不是肉眼就能轻易区分的。内蒙古3、因为镍元素含量不同,201的耐腐蚀性能没有304的好;耐酸碱性能201也没有304的好;因为201的碳含量比304高,所以201比304要更加硬脆更加脆,304的韧性更好,用坚硬的划刀在201表面划一下一般会有很明显的划痕,304上的划痕就不是很明显。4、光谱仪检测法,这种办法快速,但是光谱仪的价格昂贵,一般个人都不会为了买点材料去买一个光谱仪来检测;假如材料十分重要,对元素含量要求十分高的话就可以找专门的检测公司,用专业的光谱化验仪器检测,化验材料元素含量,就能一目了然的识别材料是201还是304。



内蒙古热镀锌桥梁护栏镀锌钢板喷漆工艺过程
一、 擦拭油污,用120#砂布打磨表面。除去锈斑。
二、 磷化处理,室温:10℃—35℃,磷化时间:20—50分钟。
三、 擦拭后干燥,室温10℃—35℃,干燥时间:30—120分钟
四、 喷涂(Η06—2铁红环氧脂底漆),干燥,表干≤5小时,实干≤24小时。
两次喷涂间隔时间见下表:底材温度(℃)
5
10
15
20
25
30
35
短时间小时
48
40
30
24
22
20
16
长时间
三个月五、 腻子:填刮腻子,干燥后用120#砂布打磨。
六、 喷涂:擦拭干净后喷涂二道底漆,干燥打磨。
七、 喷涂面漆(BS04-49丙稀酸聚氨脂磁漆)干燥24小时,干燥后用200#水砂纸加水打磨。
八、 喷涂:擦拭干净喷涂二道面漆。
九、 喷涂要求:平整光滑,色泽均匀光亮无漏喷、流挂等缺陷,每批应随机样件用划格法检测附着力。



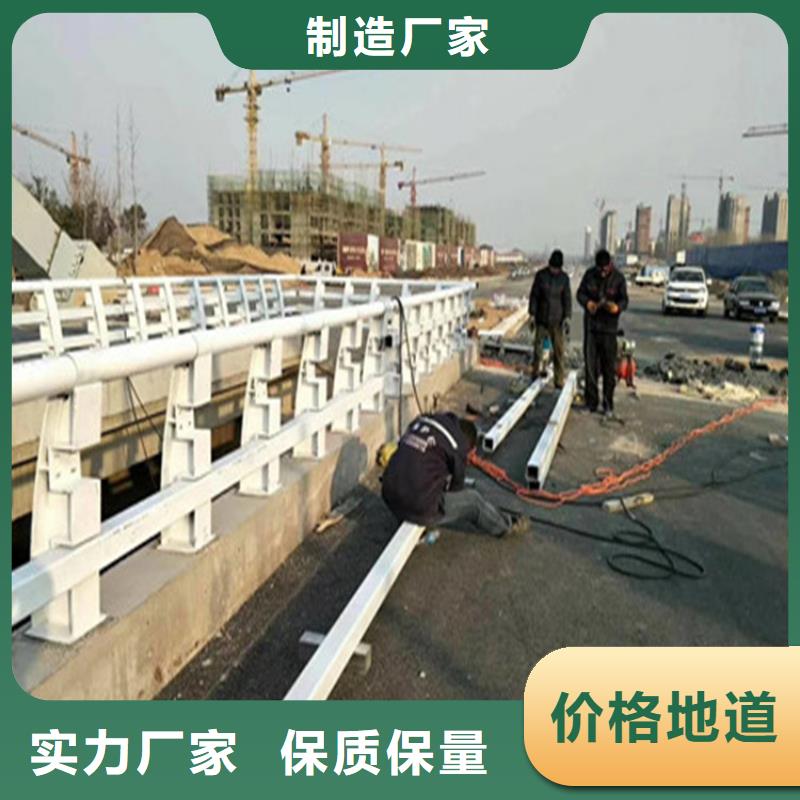
内蒙古热镀锌桥梁护栏不锈钢栏杆施工方法
一、施工准备
1、材料及主要机具:
⑴、不锈钢管:按设计要求选用,必须有质量证明书。
⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。
⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。
2、作业条件
⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底.
⑵、原有的铁管栏杆已拆除,护栏小方砖镶贴已经施工完毕。
⑶、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。内蒙古
⑷、现场供电应符合焊接用电要求。
⑸、施工环境已能满足不锈钢栏杆施工的须要.
二、操作工艺
1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。
2、主要施工方法:
⑴、施工前应先进行现场放样,并计算出各种杆件的长度。
⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm.
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。
