



我们的现场实拍视频将带您走进C276法兰C276翻边实力厂商产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:C276法兰C276翻边实力厂商的图文介绍


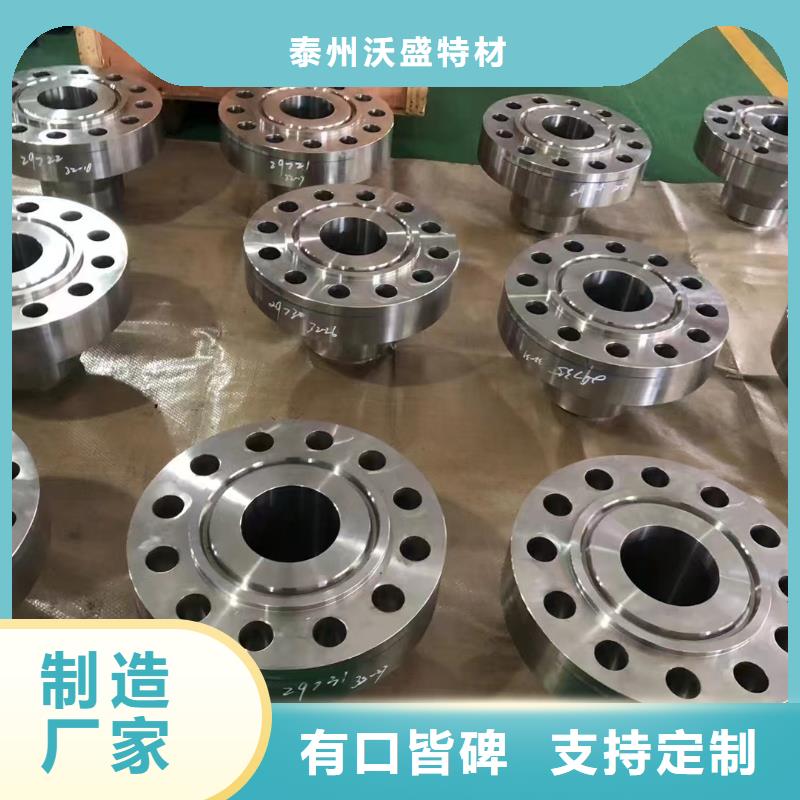
C276法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、陕西商洛当地加热、陕西商洛当地成形、陕西商洛当地锻后冷却。锻造的工艺方法有自由锻、陕西商洛当地模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、陕西商洛当地小批生产的锻件。自由锻设备有空气锤、陕西商洛当地蒸汽-空气锤和水压机等,分别适合小、陕西商洛当地中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、陕西商洛当地拔长、陕西商洛当地冲孔、陕西商洛当地弯曲和切断等。1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、陕西商洛当地横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、陕西商洛当地连杆等。3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6. 切割 分割坯料或切除料头的锻造工序。



沃盛特材(商洛市分公司)发展的动力,而信誉的基础就是要脚踏实地的去实现。为不断满足且超越客户想法的需求 incoloy800H,公司和员工要不断对自己挑战,永不自满。公司把至善至美、精益求精作为自己的追求目标,这也是公司告别过去、迈向未来的标准,将使公司永远奋进。



C276法兰盖也称盲板法兰、陕西商洛盲板。是中间不带孔的法兰,供封住管道堵头用。作用与焊接封头及丝扣管帽是一样的,只不过盲板法兰和丝扣管帽可以随时卸下来,而焊接封头则不行。密封面的形式种类较多,有全平面、陕西商洛突面、陕西商洛凹凸面、陕西商洛榫槽面、陕西商洛环连接面。生产主要区域在孟村一带。
法兰盖密封面
平面(FF)、陕西商洛突面(RF)、陕西商洛凹凸面(MFM)、陕西商洛榫槽面(TG)、陕西商洛环连接面(RJ)
衬里法兰盖是一种盲板法兰,接近介质的一边堆焊不锈钢,为1 个整体。衬里法兰盖用在有腐蚀性介质的管道上作盲板用。与普通法兰盖的区别是与介质接触面增加了防腐衬层。



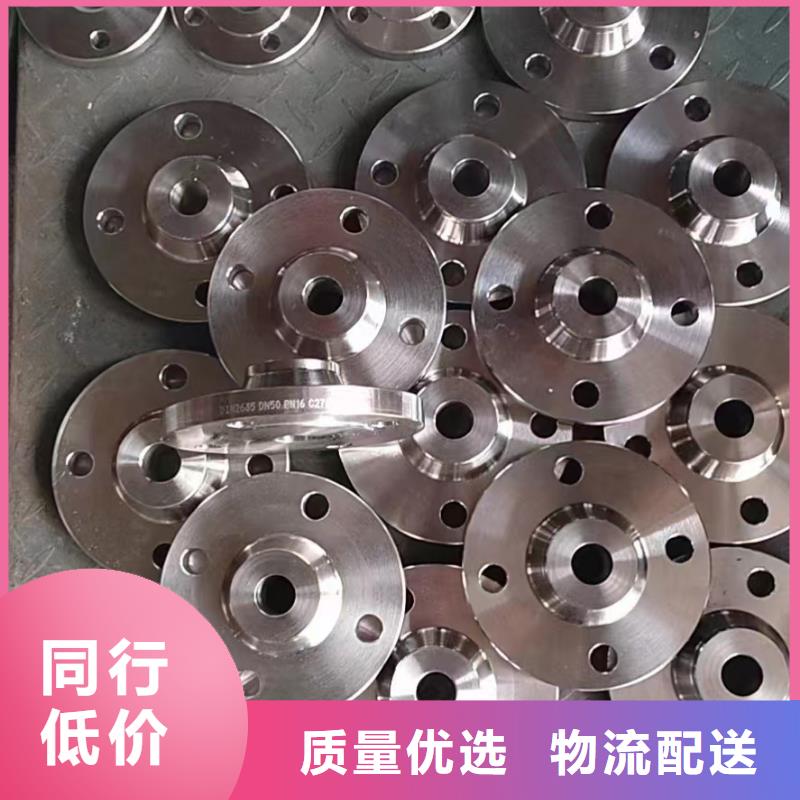
C276法兰带颈平焊法兰连接于管端。主要是使管子与管子相互连接的零件。带颈平焊法兰上有孔眼,可穿螺栓,使两法兰紧连,法兰间用衬垫密封。带颈平焊法兰联接指由一对法兰、陕西商洛附近一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使联接严密不漏。法兰联接是一种可拆联接。按所联接的部件可分为容器法兰及管法兰。带颈平焊法兰适用于公称压力不超过2.5MPa的钢管道连接。
带颈平焊法兰用于法兰与管子的对口焊接,其结构合理,强度与刚度较大,经得起高温高压及反复弯曲和温度波动,密封性可靠。公称压力为0.25~2.5MPa的带颈平焊法兰采用凹凸式密封面。


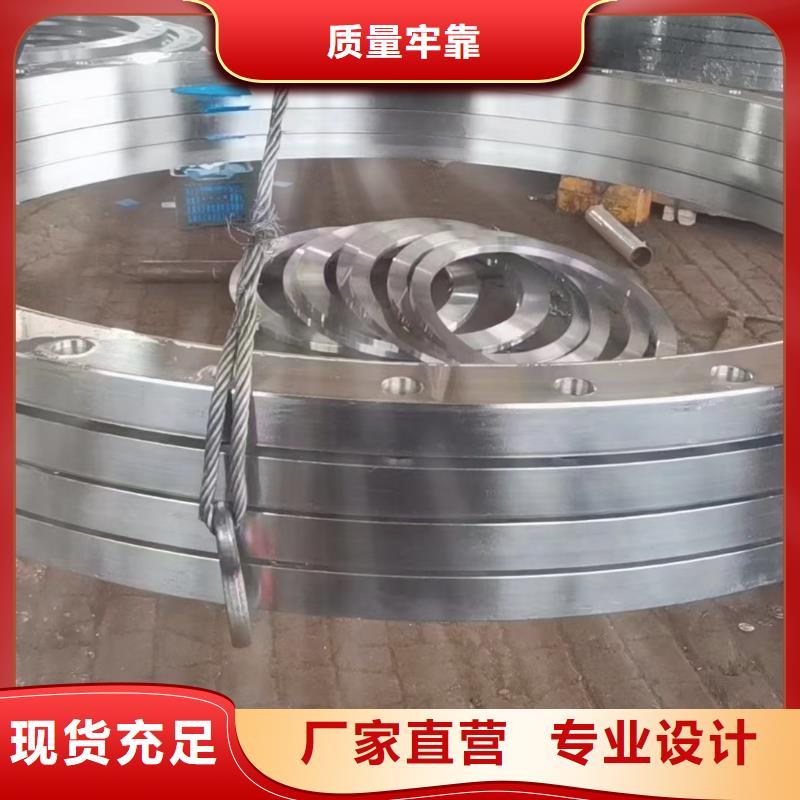
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。1.模锻的基本工序 模锻工艺过程:下料、陕西商洛附近加热、陕西商洛附近预锻、陕西商洛附近终锻、陕西商洛附近冲连皮、陕西商洛附近切边、陕西商洛附近调质、陕西商洛附近喷丸。常用工艺有镦粗、陕西商洛附近拔长,折弯、陕西商洛附近冲孔、陕西商洛附近成型。2. 常用模锻设备 常用模锻设备有模锻锤、陕西商洛附近热模锻压力机、陕西商洛附近平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。C276法兰



