

想要知道【角钢】42CrMo钢管切割准时交付产品如何?看视频就知道!看视频,选产品更明智!
以下是:【角钢】42CrMo钢管切割准时交付的图文介绍


角钢焊接应注意的问题有哪些?1)质量问题及现象焊缝长度不够,焊缝表面不平整,有较大的凹陷、焊瘤,焊缝有咬边现象,焊条不合格,焊皮未敲掉,两接合Q345B角钢轴线不一致。(2)原因分析①焊工不熟练,没有取得焊工考试合格。②焊接完成后没有测量焊缝长度。③焊条不合格,或选用焊条规格不对。④焊接完成后,没有注意敲掉焊皮。⑤两根焊接的Q345B角钢,其搭接端部没有预弯。(3)措施①Q345B角钢焊接前,必须根据施工条件进行焊试,合格后方可正式施焊。焊工必须有考试合格证。②Q345B角钢接头采用焊接或帮条电弧焊时,应尽量做成双面焊缝。③Q345B角钢接头采用搭接电弧焊时,两Q345B角钢搭接端部应预先折向一侧,使两接合Q345B角钢轴线一致。④接头双面的长度不应小于5d,单面焊缝的长度不应小于10d(d为Q345B角钢直径)。⑤Q345B角钢接头采用帮条电弧焊时,帮条应采用于主筋同级别的Q345B角钢,其总截面面积不应小于被焊Q345B角钢的截面积。帮条长度,如用双面焊缝不应小于5d,如用单面焊缝不应小于10d(d为Q345B角钢直径)。⑥所采用的焊条,其性能应符合低碳钢和低合金钢电焊条标准的有关规定。⑦受力Q345B角钢焊接应设置在内力较小处,并错开布置⑧电弧焊接与Q345B角钢弯曲处的距离不应小于10倍Q345B角钢直径,也不宜位于构件的弯距处。⑨焊接时,焊接场地应有适当的防风、雨、雪、严寒设施,环境温度在5°C~-20°C时,应采取技术措施。低于-20°C时,不得虚焊。⑩焊接完成后,应及时将焊皮敲掉。



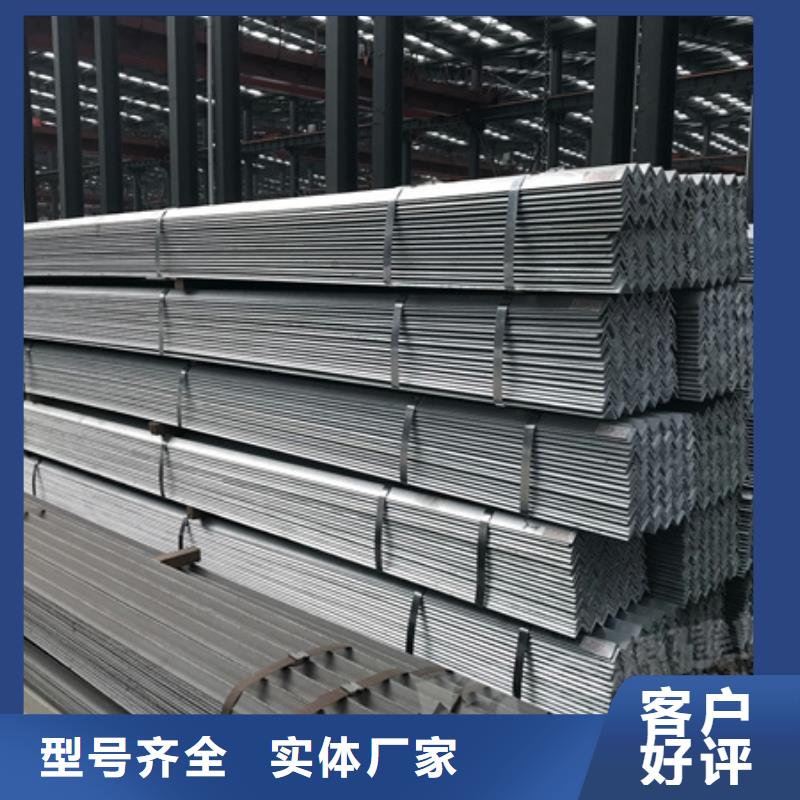
Q235C角钢是一款耐低温角铁,分为:等边角钢和不等边角钢。“Q”代表屈服,屈服是≥235MPa,“C”代表0℃温度冲击,冲击值是≥27J。Q235C角钢执行标准用于GB/T 706-2016热轧型钢标准和GB/T 700-2006碳素结构钢标准。Q235C角钢 30*30*3 1.37kg/m 6米/支Q235C角钢30*30*4 1.79kg/m 6米/支Q235C角钢40*40*4 2.42kg/m 6米/支Q235C角钢40*40*5 2.98kg/m 6米/支Q235C角钢45*45*4 2.74kg/m 6米/支Q235C角钢50*50*5 3.77kg/m 6米/支Q235C角钢50*50*6 4.46kg/m 6米/支Q235C角钢63*63*6 5.75kg/m 6米/支Q235C角钢70*70*5 5.4kg/m 6米/支



宏钜天成钢管(来宾市分公司)主要生产和销售 无缝钢管等,集 无缝钢管产品设计,研发和生产于一体。所有 无缝钢管产品采用国际质量标准,产品远销海外,享誉海内外众多市场。公司年销售额1000w。为了保证客户的满意度,我们引进了先进的设备设施,并在 无缝钢管生产各个环节贯彻完整的质量检查措施。



角钢折弯一般可以采用以下几种方法:1.手工折弯法:使用手工工具如角钢钳、锤子等,按照需要的角度,逐渐将角钢折弯至所需形状。2.机械折弯法:使用角钢折弯机等机械设备,通过调整折弯机的下模具和上模具的间隙,将角钢折弯成所需的形状,效率高,精度高。3.火焰折弯法:将角钢加热至一定温度后,在一定的力量作用下,利用角钢的塑性,将其折弯成所需形状。4.冷弯折弯法:将角钢放置在冷弯机上,通过冷弯机上的滚轮和压辊,将角钢逐渐弯曲成所需形状,适用于大批量生产。



热轧角钢允许误差分为是多少?热轧等边角钢(GB9787)规定:5号角钢(50×50×5)允许偏差(mm):边宽—±0.8边厚—±0.4。其它的允许偏差(mm):型号:2~5.6:边宽—±0.8边厚—±0.4型号:6.3~9边宽—±1.2边厚—±0.6型号:10~14边宽—±1.8边厚—±0.7型号:16~20边宽—±2.5边厚—±1.0角钢尺寸、外形允许偏差应执行GB/T706--2008《热轧型钢》标准。GB/T706--2008《热轧型钢》标准明确:热轧等边角钢、热轧不等边角钢、热轧L型钢等的尺寸、外形、重量及允许偏差、技术要求、试验方法等。型钢的力学性能、钢的牌号和化学成分应符合GB/T700碳素钢、GB/T1591低合金高强度结构钢有关规定。

