服务热线:18464439969
联系我们

更新时间:2025-06-07 04:19:53 ip归属地:莱芜,天气:多云,温度:24-36 浏览次数:14 公司名称:聊城 新策钢管(莱芜市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 105 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 45号 |
| 产地 | 山东 |
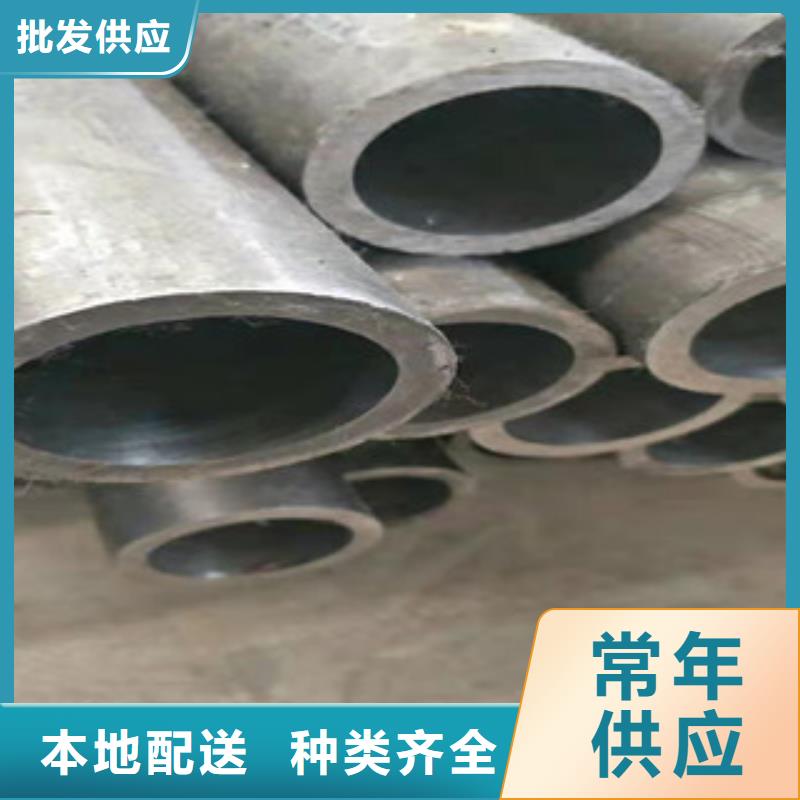
| 规格 | 100-110-125-140-150-160-180-200 |
| 类型 | 滚压绗磨管 |
| 可定制 | 是 |
| 型号 | 220-250-260-280-300 |
| 范围 | 生产基地位于【聊城】,供应范围覆盖山东省 枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市 莱城区、钢城区等区域。 |



随着不断的发展新策钢管(莱芜市分公司)狠抓管理、完善经营机制,建立了一整套质量与售后保障体系,不断提高 精密管产品科技含量以及服务水平,随时为迎接新的机遇与挑战做好准备! 同时我们随时欢迎来自社会各界的新老朋友一起为了我们共同的家园,相互交流,真诚合作,共同成长 !



一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好
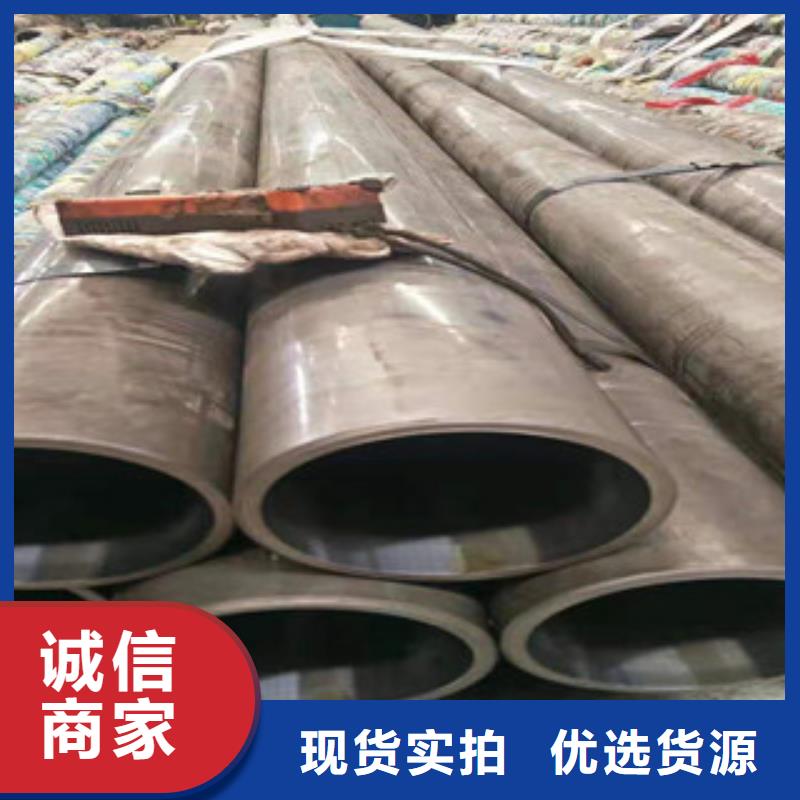
大口径绗磨管的生产一般要讲过复杂的过程和严格的检验才能出产,因为它是用于各种机械零件的生产上,所以对于油缸管精度要求很高。随着科技的不断发展,油缸管生产工艺在不断的进步完善,对于油缸管生产效率的提高有很大的促进作用。
2019/10/6 9:24:27 点击:13
厚壁油缸管目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。





冷拔(轧)无缝绗磨钢管的轧制方法较热轧(挤压无缝绗磨钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属水压实验进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝绗磨管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装





