服务热线:15531817391

更新时间:2025-06-04 22:05:58 ip归属地:舟山,天气:晴,温度:17-28 浏览次数:68 公司名称:衡水 上沅工程技术(舟山市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 140 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 上沅工程技术有限公司 |
| 规格 | 规格齐全 |
| 颜色 | 黑色 |
| 材质 | 橡胶制品 |
| 型号 | 型号齐全 |
| 品牌 | 上沅 |
| 范围 | 生产基地位于【衡水】,供应范围覆盖浙江省 杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 定海区、岱山县、嵊泗县等区域。 |




上沅工程技术(舟山市分公司)拥有一支经验丰富、技术创新的专业【万向转动支座】研发团队。优质创新、诚信合作、互惠互利、共同发展是上沅工程技术(舟山市分公司)持续发展的永恒目标。



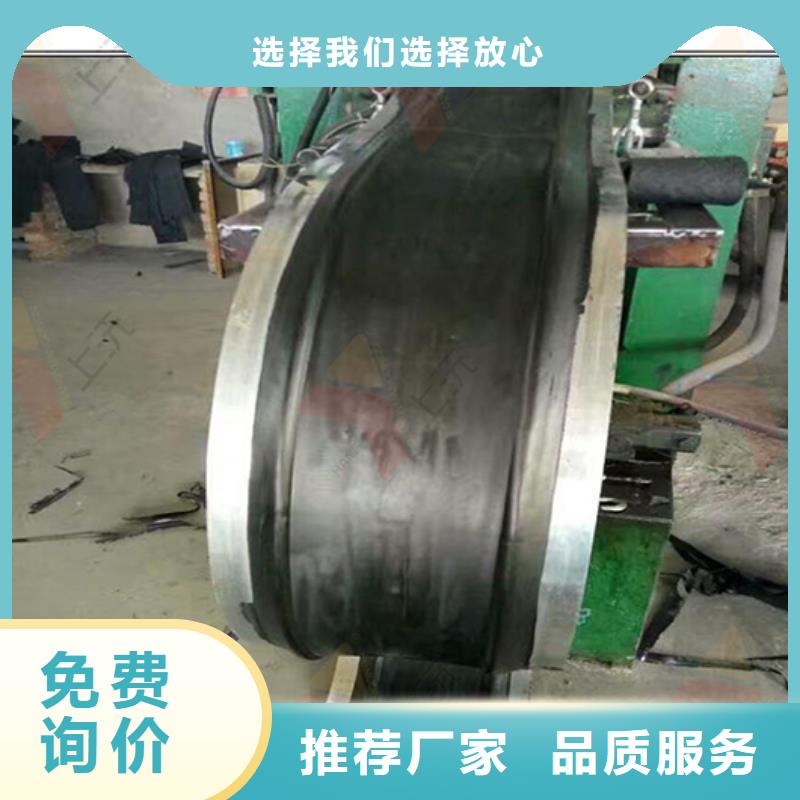
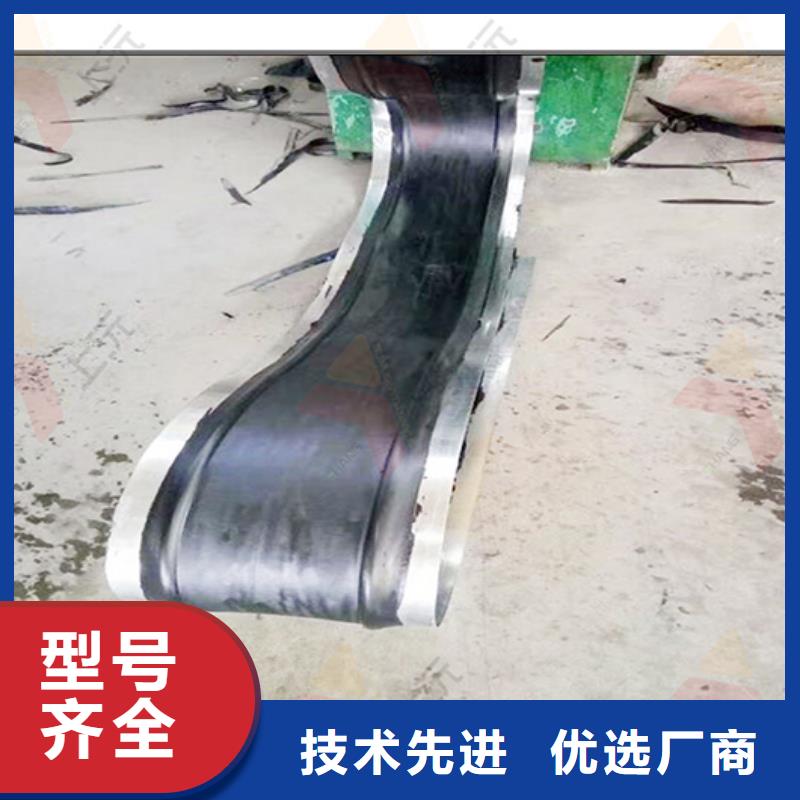
为了便于安装可卸式止水带,需提前安装预埋螺栓,要提前将预埋螺栓固定在提前预埋好的加钢板止水片的钢板上,并浇筑预埋在混凝土内部,该部分混凝土要仔细振捣确保其密实度;变形缝的转角部位应做成圆弧形或45°角,圆弧半径应根据预埋螺栓的长度确定,以2个相邻螺栓头的距离不影响止水带和止水带夹板安装为准;预埋螺栓时为了防止其被腐蚀应在螺栓上涂抹黄油或加PVC套管;止水带的固定应根据现场螺栓实际位置采用皮带冲打孔方法,在止水带安装过程中不能用力拉扯止水带,止水带与夹板间以及与预埋钢板之间应填加石棉纸或软金属片衬垫以确保严密性。



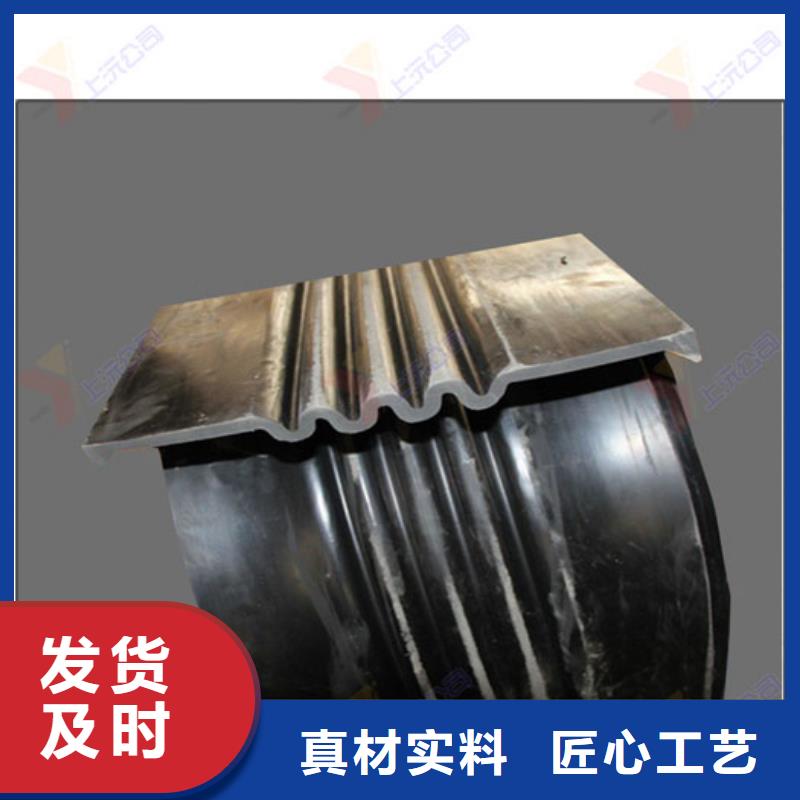
在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。

上沅工程技术(舟山市分公司)



